Is Your Air Dryer Eating Your Profits?
By Ron Marshall
Much time is often spent looking for leaks and finding inappropriate end uses in an industrial plant in an effort to save money. But often overlooked is a key compressed air consumption right inside the compressor room itself. Desiccant air dryers can consume a surprisingly large percentage of the total air compressor output.

Need for Dry Air
The compressed air coming out of an air compressor is normally 100 percent saturated with water vapor and is typically produced at significantly higher temperature than ambient conditions. If this air is allowed to cool in the plant piping, the water will condense out of the air, forming free water, which mixes with rust, scale, oil and dust in the pipes to form a sticky sludge that will ruin compressed-air tools and clog the pneumatic circuitry of compressed-air-operated production machines. Some sort of air dryer is needed to remove the moisture and reduce the dew point of the air well below ambient conditions. The most common style of dryer used for this purpose is the refrigerated type, which cools the air, separates its moisture and produces dew points of about 35 degrees F. But sometimes there is a need for instrument-quality air, or air that can be used outside in freezing conditions. If this is the case, the refrigerated dried air is unacceptable. A desiccant style dryer must be used.
Desiccant Dryer Operation
Desiccant dryers use a material, most commonly activated alumina, to strip the moisture from the compressed air through an adsorption process, most commonly producing compressed air that is in the minus 40 degree range. When activated alumina is pressurized, it removes the water from the flow of compressed air until the material becomes totally saturated. The most common way to regenerate the desiccant material, removing this moisture, is to depressurize it to near atmospheric pressure and pass very dry compressed air through it. Once this is done the desiccant returns to a ready state for more drying. Obviously this cannot be done without disturbing the flow of compressed air through the dryer, so heatless desiccant dryers are designed to dry with one vessel filled with desiccant while regenerating another twin vessel. The dryer switches from one tower to the other every 10 minutes, alternately using each tower to dry and then regenerate. This regeneration takes between 15 and 20 percent of the dryer rated flow on a dryer operating with a fixed timer cycle. The purge is released through a muffler and is lost to atmosphere.
Check the Wording: Rated Flow
The last sentence is important: The regeneration purge takes 15 to 20 percent of the rated flow of the dryer. This means if the dryer is partially loaded, or much larger than the running compressor, the percentage of the purge flow compared to the actual compressed air flow produced by the compressor can be much higher than this nominal 15 to 20 percent. For example, if the dryer is only 50% loaded, the real percentage of the actual flow becomes 30 to 40 percent of the total. If only 25 percent loaded, then 60 to 80 percent of the total flow can be consumed.
Controls Save
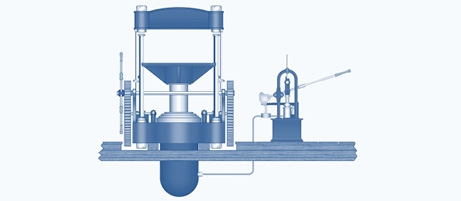
This percentage can be reduced by using energy efficient dryer controls that turn off the dryer purge when not required, if the desiccant is not saturated after a normal timer cycle. A dew point sensor samples the air and only activates the purge flow whenever the dew point reaches a certain trigger level. This can greatly reduce the purge rate percentages and save energy. But these controls are sensitive to oil and water contamination and therefore need maintenance. Often calibration of these controls is not done, basically disabling an important energy savings feature. The dryer in the photograph is an oversized 250 cfm dryer that has a failed control. The 40 cfm purge flow it consumes makes up 75% of all the air the plant compressor produces.
How Much Can Be Saved
In this case the air dryer has been oversized and is quite a bit larger than the 160 cfm air compressor it is matched with. The dryer was purchased at auction for a very low price, a real sweet deal. The compressor produces compressed air at 25 kW per 100 cfm so the dryer purge is costing about $8,400 per year at 10 cents per kWh, more than the purchase price of the dryer. The actual plant flow is only about 13 cfm, about 5 percent of the capacity of the dryer; therefore, with a working dewpoint control, the purge could be turned down about 90 percent after accounting for the required 15 percent purge flow. The savings for repairing the control (or replacing the dryer with a new one) would be about $7,560 per year. In this case the control repair was estimated to cost $3,000, something the plant maintenance personnel think is quite costly, but if implemented it would make the simple payback on the work about 5 months.
Ron Marshall is owner of Marshall Compressed Air Consulting, a company that specializes in compressed air efficiency assessments.
Visit www.compressedairaudit.com
Join the LinkedIn discussion group: Compressed Air Efficiency
Share this information.
Related Posts




Sponsor

Sponsors