Basic Vacuum Cup Selection – Part 2
There are many types of vacuum cups available from a large range of manufacturers. The primary application of vacuum cups is on automated machinery, such as packaging lines, robotic palletizing, automotive steel stamping, and so on. Selecting the correct vacuum cup for each application is key to enabling the machinery to operate in an efficient, safe, and reliable fashion. This article offers basic insight on how to make the correct selection to ensure that the aforementioned criteria are met. (The first part of this article appeared in the January/February 2015 issue.)
Vacuum cups are available in a wide variety of compounds or materials, which are chosen based on the application for which they are intended to be used. There are many different compounds, but most of the cups found in use today are made from four fundamental materials.
 There are numerous reasons for choosing a particular compound. The first choice is normally dependent upon the hardness of the material. This will determine the ability of a vacuum cup to seal against the surface of the product being handled. The most common hardness measurement scale used is Shore Hardness, which is often referred to as “Durometer.” In fact, a Durometer (Fig. 7) is an instrument used to measure hardness, and therefore, the “Durometer scale” is the actual unit used when referring to the hardness of the material.
There are numerous reasons for choosing a particular compound. The first choice is normally dependent upon the hardness of the material. This will determine the ability of a vacuum cup to seal against the surface of the product being handled. The most common hardness measurement scale used is Shore Hardness, which is often referred to as “Durometer.” In fact, a Durometer (Fig. 7) is an instrument used to measure hardness, and therefore, the “Durometer scale” is the actual unit used when referring to the hardness of the material.
As the pin is pressed into the rubber, it moves a dial pointer. The harder the material, the further the pin is moved inwards, and consequently, the pointer achieves a higher dial graduation.
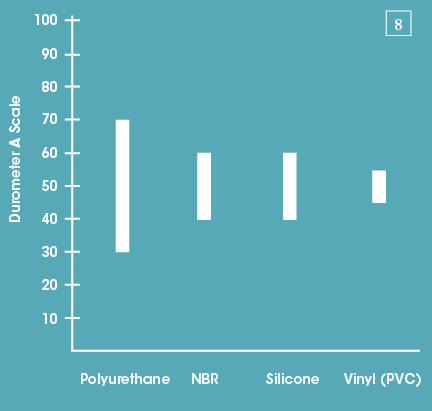
There are different Durometer scales based on the materials being measured, such as plastics, rubbers, or metals. The scale used to identify the hardness of a vacuum cup material is Durometer scale A, which ranges from 100 (hard) to 5 (soft). Vacuum cups are typically available in compounds with a hardness of 35 to 70 Durometer A. Fig. 8 shows a comparison table for hardness options of the most popular cup materials.
Another important characteristic of a vacuum cup material is temperature resistance. Most pick-and-place applications occur at room temperature, but in the plastic injection mold industry, for example, temperature is often considered in vacuum cup choice due to the high heat of parts removed from mold tools. At the other end of the scale is the handling of cold products, such as refrigerated or frozen-food packaging. Typical vacuum cup materials have a temperature range from -40ºF to +400ºF (-40ºC to 204ºC). The temperature limitations of standard vacuum cup materials may warrant the need for specialized vacuum cup compounds, which are less readily available and cost prohibitive.
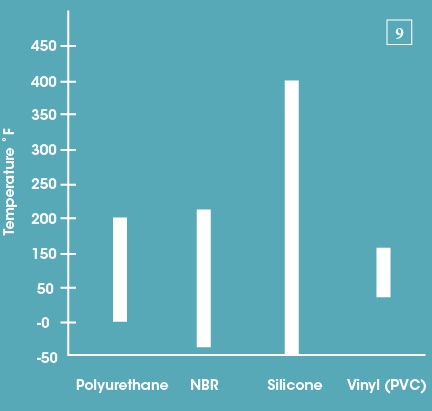
Understanding the actual temperature of the product being handled could save a lot of trouble in vacuum cup material selection. The duration for which the cup is in contact with the load should also be considered. If a cup is rated at 200ºF but the part being handled is 220ºF, a one or two-second vacuum hold would unlikely be catastrophic to the vacuum cup. Also, the area underneath the vacuum cup immediately cools under a vacuum due to the reduction of air molecules (a vacuum definition). If the plastic injection mold is 200ºF, this does not necessarily translate to the production piece being the same temperature. In fact, if it were a thin plastic part, it’s likely that within a matter of moments, it would be significantly cooler. These factors should all be considered. Fig. 9 shows typical temperature ranges of popular vacuum cup materials.
NBR is one of the most common materials and is the same material as Nitrile rubber and Buna-N. NBR is used in general industrial applications and is most often found in steel handling, plastics handling, and any other application where the cup should be resistant to oils and related chemicals. In most applications, this is the “go-to” material choice based on its low cost, normal availability from suppliers, and its good wear resistance. The hardness of this compound is typically 60 Durometer, although depending on the manufacturer, it can be as low as 40 or as high as 70. NBR is often overlooked for injection molding, as the user specifies very high temperatures and, therefore, opts for silicone. However, NBR is more than suitable for most plastic injection part handling, as its temperature rating is often near 200ºF. As explained before, the actual temperature of the part being handled should be understood instead of the mold tool itself. NBR is also suitable for wood and cardboard handling, as it has very good wear resistance. This is certainly better when compared to silicone, which is often the only alternative in most manufacturers’ offerings.
Silicone is a popular cup compound, but typically costs some 30-50% more than NBR. Silicone does, however, offer the advantage of having extreme temperature resistance, both cold and hot. This makes it ideal for handling frozen packaged food and hot plastic-injected molded parts with a temperature range in excess of 450ºF (230ºC). Silicone is typically softer than NBR, allowing it to seal against contoured or rough surfaces, such as cardboard sheet, corrugated plastic, and plastic food packaging. Silicone is also offered with FDA (title 21) compliance to allow direct contact with food and drug products. The FDA specification basically ensures that dyes and colorants do not bleed out when handling food and drug products, which would contaminate the process.
Metal-impregnated silicone is also very popular in the food industry. In high-speed production lines, metal detectors can sense that a vacuum cup has fallen into the food packaging that typically contains baked goods, such as bread loaves, rolls, and buns. The wear resistance of silicone compared to NBR is poor. Typically on an abrasive surface, such as cardboard, an NBR cup will last at least twice as long. That said, silicone has a better seal on the cardboard and a higher vacuum level can be achieved, which means a smaller vacuum pump can be used or a higher load capacity generated for the tool. One feature often trades off against the other.
There is one very important note about silicone that must be understood by the vacuum cup user. Silicone should never be used on surfaces that are to be painted, such as automotive body panels, as the paint will not bond properly on the area touched by the silicone compound cup. The end result known in the paint industry is “fish eyes.” Automotive body plants, because of this characteristic of silicone, do not allow any silicone product within the production facility.
Polyurethane vacuum cups are used in potentially high-wear applications. Polyurethane has very high wear resistance compared to both silicone and NBR, but typically is more expensive. The temperature-resistance range is less than both NBR and silicone, as shown in Fig. 9. Some manufacturers offer dual Durometer vacuum cups using a softer lip of about 30 Durometer bonded to a 60 Durometer body to offer a seal on the load with stability in high-speed transfer. The disadvantage of this type of dual compound is that it is expensive to produce, being a manual process, compared to the NBR and silicone compounds, which are produced in larger quantities with injection molding or in multiple cavity compression molds.
Vinyl cups or PVC (polyvinyl chloride) cups are a relatively low-cost alternative to the aforementioned materials of NBR, silicone, and polyurethane; however, the mechanical properties of PVC, which is a plastic material, is inferior to that of the rubber compounds. Although rubber products wear more quickly than PVC due to abrasion, PVC will more likely “work harden” and fracture. This is normally found at the stress points of the cup where the most movement occurs, such as a bellows corner or the corner of a flat cup at the fitting connection.
The fact that PVC is very hard wearing does not offset its poor mechanical performance. Typical PVC cups have a limited temperature and Durometer offering. PVC cups tend to have a lower initial cost, but consideration should be made to the ownership cost with regards to their often shorter life compared to other readily available compounds.
The best way to understand what the cup material should be is to understand the application. Does it NEED to be silicone? Could less-expensive NBR be more suitable? Understanding the application is absolutely key in selecting the correct compound. And, like all applications in manufacturing, just because that’s what is being used now does NOT mean that’s what should be used going forward.
Daniel Pascoe is an independent industrial consultant with clients across North America and Europe, one of which is Vacuforce LLC, a manufacturer and distributor of vacuum components for whom this article was co-written. Daniel can be reached via www.davasol.com or directly at dpascoe@davasol.com. Find Vacuforce on Facebook, and keep updated on twitter.com/vacuforce.
Read part 1 of this article here.
Share this information.
Related Posts




Sponsor

Sponsors