How to Handle Complex Lubrication Issues
Cooperation Between Lubricant and Equipment Manufacturers Solves Pneumatic Application Problems
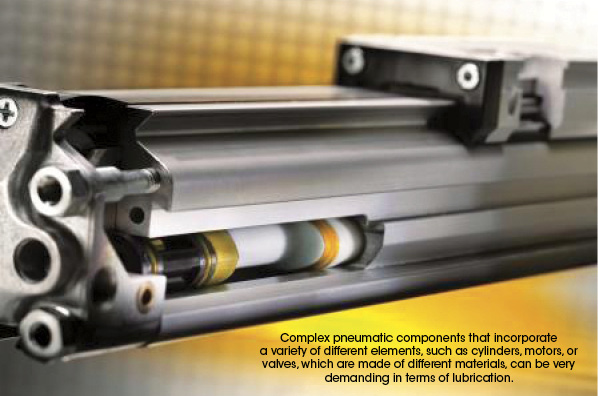
Selecting the proper specialty lubricant for pneumatic components, drives, and control systems may involve complex factors that require extensive tribological expertise to understand. That’s because pneumatic equipment incorporates a variety of different elements—such as cylinders, motors, or valves—which are comprised of different materials that make the tribological system highly complex.
A decisive factor for ensuring maximum service life and proper equipment function is selecting the right pre-start lubrication for all components that move relative to one another, e.g. piston rod, cylinder wall, valve slide, and sealing elements. Furthermore, the lubricants used for reducing friction and wear must also be tuned to the ambient temperature, sliding speed, and normal forces, just to name a few factors.
As operating pressures, temperatures, sliding speeds, and stroke frequencies continuously rise, design engineers and tribologists must carefully understand the friction factors where shafts or rods are taken through housing walls.
At the microscopic level, the tribological system that encompasses the various gaps, spaces, and friction points involves such factors as
- intermolecular forces,
- thermal transmission and conduction,
- friction and wear, and
- chemical and electro-chemical corrosion.
- At the mechanical level, the tribological analysis must account for
- cylinder and rod materials,
- different seal materials and sealing edge geometries,
- contact surface pressure and surface micro-geometry,
- acting pressures, and
- mounting position and situation.
Additionally, environmental factors act on the components and the friction points, e.g. low and/or high temperatures or aggressive media in liquid, gaseous, or abrasive form, such as sand, etc. These complex factors are best handled when design and tribology engineers collaborate early in the development process to identify the benefits obtainable from proper lubrication selection.
Preventing Leakage Means Less Energy Consumption
Preventing leakage is key to developing successful pneumatic components. While a component is in operation, some leaks may go unnoticed, for example when water leaking from a pump evaporates on the spot. There are less trivial types of leakage, though, which have to be remedied with considerable outlay in terms of time and costs. Compressed air, for instance, is expensive to generate, and therefore, fixing leaks is extremely important.
There’s a rule-of-thumb saying that it costs a nickel for each cubic meter of compressed air generated. Each additional 14.5 psi of compressed air can be expected to increase energy costs by approximately 10%. This means costs can rise enormously, especially when leakages go undetected in connecting lines, check and control valves, quick-fitting pipes, maintenance units, or the terminal equipment, such as pneumatic units.
Besides professional maintenance, high-quality design elements—such as materials, sealing elements, and lubricants—are indispensable to ensure economical operation and to extend or eliminate the need for component replacement.
Consequently, when looking at cost, what matters is not so much the cost of air compression as such, but rather how much energy is needed to make the compressed air available at the point of use. On average, approximately 33% of compressed air is generated only to vanish through a large number of small leaks that combine into a huge loss.
A simple calculation reveals the expected losses—and the potential for improvement. For example, a medium-sized company operates a 100-kW compressor station with a total runtime of all compressors of about 6,000 hours a year. At a rate of approximately $0.082 per kWh, the annual energy cost is about $48,700. If typical leakages can be prevented, however, the operator will need 30% less of compressed air, saving roughly $15,000 on energy alone.
How Collaboration Identifies Savings
To prevent leakages from being caused by brittle seals, it is essential that the seal and the lubricant be compatible. In a recent case, both hydrologic and lubrication manufacturers cooperated in using mechano-dynamical test rigs for tests that closely resembled application and component realities. By combining knowledge, both parties identified opportunities for improvement. With the development of seal-and-lubricant combinations for the various tasks encountered in pneumatic systems, operators benefitted from improved pneumatic drives, valves, and seals. As a result, the machinery was able to operate reliably for long periods while cutting energy costs considerably—a significant competitive advantage resulting from early cooperation that identified the relevant tribological and operational factors.
For more information: Helmut Seubert is manager, marketing and application engineering, for Klüber Lubrication München SE & Co. KG. He can be reached at helmut.seubert@klueber.com.
Share this information.
Related Posts



One thought on “How to Handle Complex Lubrication Issues”
Leave a Reply
Sponsor

Sponsors
I’m quite surprised to hear how complicated choosing the correct type of lubricant can be. It seems like a simple thing to someone who doesn’t work with machinery. It’s actually fascinating to hear about how industrial lubrication works on a microscopic level. I wonder if I have ever encountered a machine that uses the seal and lubrication combination you mentioned. I will be thinking about this every time I see a motor working.