It’s All Right: Precision Lubrication for Food and Beverage Hydraulics

By Kate Harnage, MLTI, MLAII, Lubrication Engineer SME, Des-Case Corporation
Hydraulic systems harness, control, and transmit power in many industrial facilities. Well-maintained hydraulic systems are highly responsive and efficient, capable of transmitting reliable power to industrial equipment. However, this reliability depends on that key descriptor of a given hydraulic system: well-maintained. Money well spent on a state-of-the-art system will only remain well spent as long as the system is maintained to continue delivering the function and reliability for which it was engineered.
A well-maintained hydraulic system has a comprehensive maintenance plan to keep it running as intended. One of the most critical areas of maintenance of hydraulic systems is a lubrication program. A precision lubrication program reduces the occurrence of machine failures and extends machine life. Within the food and beverage industry, protecting processes and products from lubrication failures is an even more critical concern. A failed hydraulic system can lead to significant oil contamination events as well as the potential for broken parts (i.e., a broken shred of hydraulic hose) to enter the process.
To combat these risks and realize the benefits of extended machine life, a precision lubrication approach should be taken to the maintenance of the system. Defining such an approach requires looking at all potential issues and developing a holistic plan to tackle those risks. Such a plan ensures that the right oil, in the right condition, is delivered in the right way, to the right places, at the right time, and in the right quantity.
The right oil
Original equipment manufacturers often indicate the correct oil to use in their equipment. It is important to note that the oil specified is an option and often not the only compatible oil for a system. Major lubricant manufacturers offer a slate of options for your equipment.
However, if records from the OEM were lost, the correct oil can be specified for a given piece of equipment through a third-party. Ambient temperatures, operating conditions, and machine specifications are taken into account when specifying the oil to be used in a system. These considerations determine the best combination of viscosity, base oil, and additive package for the overall health and operation of the system. For example, some machine components may require zinc-free oil to avoid corrosion issues from the incompatibility between zinc and the component material. Determining the best oil and ensuring it is used in a system is the first step in precision lubrication best practices.
The food and beverage industry adds an additional layer of complexity to specifying lubricants: food grade. While not all equipment within a plant will require food-grade lubricants, there are advantages and disadvantages to specifying that all plant lubricants are food grade. The primary advantage is that any cross contamination (that is, using the wrong lubricant for an application) has fewer risks to a customer, as it will all be food grade. The other advantage is that it allows for more inventory consolidation – requiring fewer lubricants and other supplies on hand, also making it easier to specify or color-code the lubricants.
The right condition
Simply being the “right” oil is not the system’s only requirement, however. New oil from a distributor can contain thousands of damaging particles per milliliter. Hydraulic oil must also be in the right condition to properly do its job. A critical factor is how clean the oil is.
The most direct source of lubrication-related damage to a system comes from contamination. A contaminant is any material that should not be in the system, such as water, dirt, dust, or wear particles. Contaminants cause problems for the machine and the lubricant. In fact, contamination is the number one cause of lost machine life in lubricated equipment. It is also said that 82% of mechanical wear is caused by particle contamination.
It is important to examine the needs of the system and establish a goal for oil cleanliness. Considering factors like valve and pump clearances can help determine an appropriate target ISO cleanliness level, as the most dangerous particles to a machine are those similar in size to the clearances designed in the system. The table on the next page lists typical fluid cleanliness specifications based on component type.
After establishing a target for oil cleanliness, contamination becomes a two-headed beast: you must remove particles already inside the system while excluding further particles from entering. It can be as much as ten times cheaper to exclude contamination as it is to remove it; however, both are necessary to truly build a precision lubrication program.
For contamination already inside a system, filtering, flushing, and cleaning it are all options for removal. Especially when establishing a new precision lubrication program, it is prudent to flush and clean existing reservoirs. Years of sludge and varnish can build up in reservoirs, providing a source of contamination even as new oil is put into service. This is most easily seen in old sight glasses that are stained a dark brown color. Sometimes, these sight glasses make it look as if the oil is at a proper level even when empty.
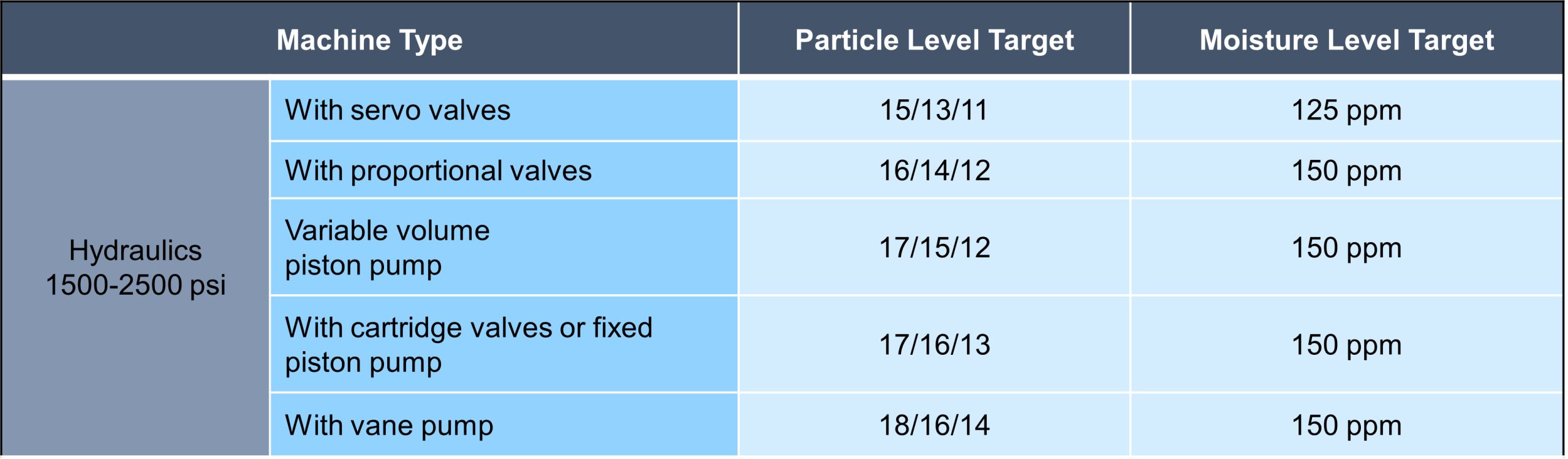
Table: Typical fluid cleanliness targets for hydraulic components.
For systems with high volumes of particulate contamination, a filtration system can bring particle counts to the target ISO cleanliness level. It is important to note that for extremely dirty systems, filters may need to be stepped down to prevent a loss of pressure due to the volume of particles overwhelming the media. A plan that starts with capturing the largest particles before stepping down to a filter to catch smaller-micron particles can work to clean the system without interfering with its functionality.
For the food and beverage industry, solid particle contamination is often shadowed by another harsh contaminant – water. Due to the requirement of frequent washdowns, water can easily find its way through damaged seals, loose fittings, or other cracks or gaps in machinery housings.

The dirty oil-level indicator on the left is hard to see. Right: a clean 3D-viewable oil leveler.
To combat water as a contaminant, understand what state that water is, that is, free, emulsified, or dissolved. Polymer and coalescing filters and centrifugal separators can remove free and emulsified water from a system, but they are unable to remove dissolved water in a system. For dissolved water, a vacuum dehydrator is necessary to remove the water contamination from the oil.
As contamination removal methods perform their job, it is essential to also stop the ingress of new contaminants into the system. Fill ports, breather caps, and sampling ports are three areas that often create an ingress of particles. Again, removing particles from the system takes more time and is more costly than taking steps to prevent particles from entering.
Breather caps on hydraulic reservoirs allow the system to breathe during operation. For unbalanced systems, large amounts of air enter and exit the system to replace the space occupied by the moving hydraulic oil. For balanced systems, the heating and cooling of hydraulic oil causes expansion and contraction. As the heated oil expands, it forces air out of the reservoir, and vice versa.
OEM breather caps are often very basic and, at most, contain a small wire mesh filter to prevent insects or large contaminants from entering. However, they still allow dust, dirt, moisture, and water into the system. Advanced breather elements address these risks. Breathers with silica gel dehumidify the air entering the system and draw moisture out of the air already in the headspace of the reservoir. These advanced desiccant breathers also contain a media filter to prevent dirt and dust particles from entering the system.
Fill ports and open ports used for sampling create an ingression event each time they open. By unsealing the unit, dust or water in the air easily enters the machine, posing a further risk if a cap is not properly fitted back on. An open fill port can cause catastrophic consequences for a machine after a washdown when an HPU is suddenly filled with a 50/50 mix of oil and water.
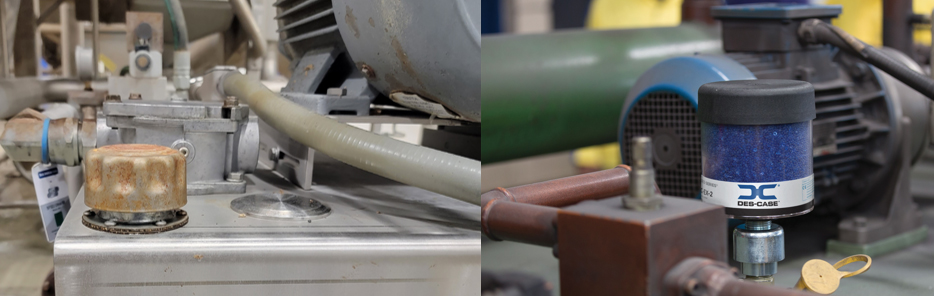
Dirty OEM dust cap versus a desiccant breather to protect the equipment from the ingress of water and particle contamination.
Delivered in the right way
As previously discussed, whenever the system is open to the atmosphere, there is the potential for dust, dirt, water, and humid air to enter. One of the most common occurrences of this is during an oil change or top off. When a maintainer opens a fill cap, any debris at the opening can fall into the system. Inserting a funnel or hose into the opening introduces more debris into the system. If the hose transferring oil into the reservoir is not sealed, it could compound the problem and introduce even more debris. In a study where an oil sample was taken from a 55-gallon drum of hydraulic oil with one teaspoon of dirt added, the resulting ISO contamination code was at 19/17/14. That is more than 2,500 particles per milliliter that were 4µm or larger.
Using quick connect fittings and sealed oil transfer containers greatly reduces the ingress of contamination into the oil during the transfer process. For transferring large quantities, an additional pass through a filtration system is another way to ensure clean oil is entering the system. However, filtering oil only once before transferring it into a system is not always sufficient. From the refinery to your facility, oil goes through several transfers between reservoirs, and with each transfer, contamination levels rise. While some companies offer to deliver oil certified to a specific ISO cleanliness level, generic deliveries of oil will be too dirty to immediately put into machinery without damaging the equipment.
New oil delivered on site should be filtered at least three times before being put into service. Oil samples should be taken of the oil to determine a baseline just prior to the oil going into service. This provides a confirmation of cleanliness as well as a baseline of additives and ensures the appropriate viscosity is present (and that someone didn’t accidentally deliver the wrong oil.)
Oil transfer equipment, such as containers, mobile bulk tanks, and filter carts, should be used for only one type of oil. Mixing incompatible oils can negatively impact filterability, foaming tendencies, air release time, and other characteristics. Mixing oils of different viscosities also results in an oil with a proportionally average viscosity, which may be much higher or lower than the equipment is specified to use. By ensuring that oil transfer equipment is used only for a single type of oil or lubricant, these risks are avoided.
To the right place
Labeling equipment used in the field and for lubricant storage and transfer is a critical step in the process. It is often overlooked, but this documentation ensures that the correct oil and filter are specified.
Oil transfer equipment should be clearly labeled with the oil type and viscosity for which the equipment is intended. Color-coding and shapes or symbols can reduce the risk of mixing oils and provide another indicator to check before filling a piece of equipment.
Within the food and beverage industry, the requirement for food-grade lubricants makes labeling an even more valuable step in creating a comprehensive lubrication program. In a system in which contamination from non-food-grade lubricants can cause significant losses of product as well as production downtime, reservoir labels reduce the risk of using the wrong type of oil. Labeling also makes it easier for work teams to train new members – a benefit provided to all industries.
At the right time
New oil should be sampled before it goes into service. A complete oil-sample report with an elemental analysis will provide a baseline for additive elements, wear debris, particle count, viscosity, acid number, and other characteristics. Comparing current samples to the baseline optimizes oil-change intervals on a proactive basis instead of a time-based preventative maintenance schedule.
In the right quantity
Proper oil levels should be established and documented for each piece of machinery. For certain equipment configurations, an operating and shutdown level may need to be shown. This can be particularly true for a system where a significant amount of oil is suspended in the process during operation but drains to the reservoir when shut down. A reservoir in such a system that is topped off during operation will be overflowed and spill oil through breathers or other openings when shut down; likewise, a reservoir being filled while shut down, but only to the point normally indicated during operation, will not have enough oil to operate properly.
These oil levels should be clearly marked on oil sight glasses, and the sight glasses need to be in a location that is easily seen by the technicians responsible for filling and maintaining the system. When oil levels cannot be monitored during filling operations, it is easy for a technician to overfill the reservoir. While simply overfilling can be easily fixed when caught soon, overflowing a reservoir through a breather (or by blowing out seals) can create both a safety and environmental hazard and a housekeeping headache, especially if that oil leaks into food products.
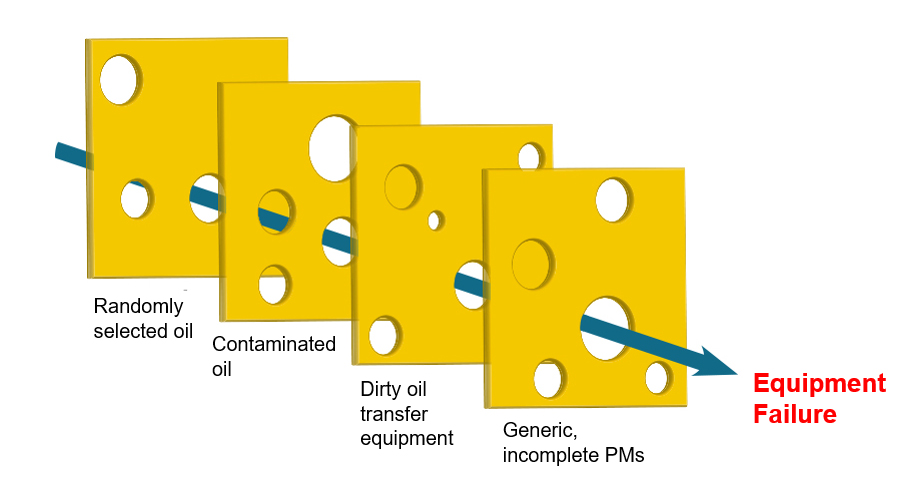
The “Swiss cheese” model of error.
The “Swiss cheese” model of error illustrates how failures can occur when the holes and gaps in procedures and execution line up. By taking a holistic approach to lubrication in hydraulic systems, each effort is an additional layer of defense against each failure opportunity. The redundancy of addressing potential problems before and after hydraulic oil goes into service further reduces failure occurrences and ultimately extends the life of the system.
With the food and beverage industry, these redundancies also protect processes and products from contamination risks. At a time when industries actively seek to improve production without increasing budgets, investing in lubrication can have high returns. By developing a precision lubrication program for any given hydraulic system, the decrease in overall maintenance costs provides a direct cost savings as well as incidental savings by decreasing both maintenance wrench time and operational downtime.
Share this information.
Related Posts






Sponsor

Sponsors