Productivity in Crushing & Screening: Hydraulic Control and Monitoring
By Andy Peakcock, Engineering Manager Mechanical, Webtec.
For thousands of years, quarrying has supplied building materials, often carried out under arduous conditions far from home by simple, hard-working folk who measured daily output in baskets of rocks. Over the years, what was accomplished with a pickaxe and a shovel evolved into highly automated, mobile production lines that are thousands of times more productive than manual labor. Today, modern workers require rugged solutions that are simple to use and maintain, and in which problems are easily resolved by operators with minimum delay.
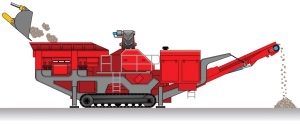
A typical mobile crushing plant.
Crushing and screening in modern quarries involves crushing large pieces of material into smaller ones and sorting into similar-sized fragments. The starting material is typically freshly quarried or excavated rock or demolition material. Crushing machinery uses different crushing mechanisms, depending on the material. Where a considerable size reduction is required, the output of one crusher can feed a second one, and in some cases, a third may be necessary. Traditionally, material crushing has occurred in permanent locations where heavy-duty tipping trucks transport material to the plant. Recently, mobile crushing plant has proved practical and cost effective. Such equipment moves with wheels or caterpillar tracks to a convenient position. The same principles used in crushing and screening are now also applied to shredding, washing, and recycling machines that shred and sort waste for recycling.
A mobile crushing plant uses either an electromechanical or a hydraulic drive for the main crushing mechanism. Auxiliary functions are most often carried out by hydraulic cylinders and motors (actuators), which are ideally suited to operation in harsh working environments. Auxiliary functions on mobile crushers include track and conveyor drives, conveyor folding and positioning, and screen and deflector plate operation.
For over 40 years, Webtec has supported crushing-and-screening OEMs with rugged and reliable hydraulic valves that control the speed of actuators with varying loads, such as conveyor drive motors. The nature of the job means that motors can see rapidly varying loads, but ensuring that all machines work together requires continuous steady throughput. Machine designers, therefore, use pressure-compensated flow controls, including those made by Webtec, such as its conventional flow control valves, including three-port priority flow dividers and mono-block directional, flow, and pressure control valves.
Two- and three-port valves
The Webtec VFC Series of pressure compensated flow control valves ensure that actuator speeds remain virtually constant over all load conditions. When controlling the speed of a hydraulic motor powering a conveyor, for example, the motor rotates at the same speed, regardless of the amount of material on the conveyor belt. This ensures a consistent delivery position of the material. Once set, the weatherproof adjusting knob can be locked in position to avoid any inadvertent adjustment.
If a two-port flow control valve is used with a fixed displacement pump, then the excess pump flow has to pass across the system relief valve at full pressure. The excess pump flow is the flow the pump creates above the flow control valve’s setting. If the hydraulic motor (or other controlled actuator) is operating lightly loaded, then a large pressure difference across the flow control valve occurs. Flow passing across the relief valve and the large pressure drop across the flow control valve create inefficiency that results in heat.
When used with a pressure-limiting variable displacement pump, the pump flow rate automatically reduces to the rate determined by the flow control valve’s setting. But if the motor is lightly loaded, the pump outlet pressure remains at its maximum, i.e., the set pressure of the pump compensator. Since power in a hydraulic system is a product of flow multiplied by pressure, the output of a variable displacement pump only partially matches the power requirements of the actuator. Varying the pump displacement matches the flow requirement, but the pressure at the pump outlet can still be higher than what’s required by the actuator’s load. A lightly loaded actuator is still likely to cause a large pressure drop across the flow control valve, causing inefficiency and consequent heat generation. Two-port flow control valves are therefore best suited to variable pump systems in which the actuator only operates lightly loaded for short periods of its duty cycle. They can, of course, be used outside of these parameters by making provision for adequate fluid cooling.
A three-port flow control valve, also known as a priority flow divider, provides a pressure-compensated flow output from its priority port in a similar way to the two-port valve. So as before, this can be used to maintain a virtually constant speed of an actuator regardless of its load. Any excess flow directs to the valve’s bypass port. When used with a fixed displacement pump, therefore, the excess pump flow can be directed back to tank via the bypass port, rather than across the system relief valve. This means that the pump outlet pressure will only be slightly higher than the load pressure (typically 1-1.5 MPa [145-217 psi]) rather than the full relief valve pressure, thus reducing heat generation when the actuator is lightly loaded. So depending on the application, a simple, fixed displacement pump combined with a three-port flow control valve may be as efficient as a more complex and costly variable displacement pump and a two-port valve. U.S. research suggests that the average power transmission efficiency of current mobile hydraulic systems is around 21%. Both fuel prices and global emission targets demand improvement in that figure. An emphasis on control valve efficiencies is becoming increasingly important.
Rather than directing the bypass outlet flow to tank, it can also be used to power another function on the machine. In this case the priority port flow remains virtually constant, and the available bypass flow is the difference between the inlet and priority flows. In some applications this may negate the need for a dual pump to power both functions.
If remote speed adjustment is required, a proportional version of the priority flow divider enables an electronic signal to be used to vary the priority flow. All the necessary electronics are incorporated within the valve so it only requires an input signal that can be provided by a simple toggle or rocker switch to increase or decrease the priority flow setting. The hydraulic function of the valve is the same as for the manually adjusted version.
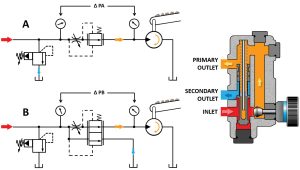
Two- and three-port flow control valves.
Monoblock valves
A priority flow divider can also be combined with a manually operated directional valve to enable the priority flow to be switched between two machine functions such as conveyor drives. A two-stage relief valve is also included to limit the maximum pressure in the priority outlet port. So the Webtec CV120 combination valve combines a single directional, flow, and pressure control in one compact, simple-to-install unit, with the opportunity for multiple valves to be connected in series using a high-pressure carry-over port. When connecting valves in series, a second pressure relief valve is incorporated in order to limit the carry-over port pressure. Combining functions in this way reduces both the cost and size of the installation by reducing the number of hoses and fittings required. Despite its compact design the CV120 combination valve doesn’t compromise on functionality, using the same pressure compensated flow control technology as used in the VFD range.
When the movement of two actuators needs to be synchronized, for example with track drives or conveyor positioning mechanisms, the FDC Series flow divider/combiner can be used to ensure equal flows to or from each actuator, irrespective of load. In one direction the flow dividing function will split the single flow input into two outputs, either equally or in a pre-defined ratio. In the opposite direction the two flow inputs will be combined into one, either equally or in the same predefined ratio as before. For cylinder applications, a levelling-up function may also be required to ensure that both cylinders fully reach their end strokes.
Certain functions on mobile crushers need to be interlocked to prevent dangerous or damaging situations. For example, operation of the track drive may need to be prevented unless a conveyor is moved to a transport position. The Webtec SV/DV 80 diverter valve can be used in such situations to prevent flow to a certain function unless mechanically actuated by the appropriate section of the machine.
Condition monitoring and maintenance
For pumps and motors that operate for long periods of time, continuously monitoring their performance can provide an early warning of a potentially costly failure. Webtec’s new CTA flow monitor has been designed for this purpose and can be installed either in the pump outlet line to monitor pump flow rate or in the supply line to a conveyor motor for example.
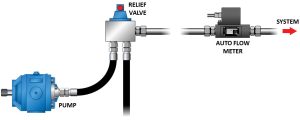
Auto flow meter monitoring pump output flow.
By comparing the pump or motor flow rate with its rotational speed, a rapid assessment can be made of the component’s state of wear and action can be taken before a catastrophic failure occurs. A particularly useful feature of the CTA flow monitor is that its output can be observed remotely via a machine’s telematic system. For autonomous vehicles or machinery that is not constantly supervised by operators, a data link can be established via the cloud to provide an early warning of an impending component failure, thus saving the potential cost and time wastage of a catastrophic failure.
 A total pump failure, for example, not only results in lost production while the pump is being replaced, it may require a considerable amount of time and effort to flush the system of contamination to avoid subsequent failures.
A total pump failure, for example, not only results in lost production while the pump is being replaced, it may require a considerable amount of time and effort to flush the system of contamination to avoid subsequent failures.
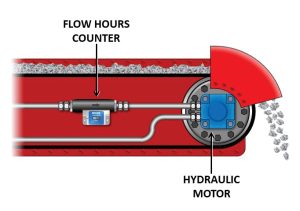
The RFS 200 flow hours counter is another new device used with a preventive maintenance program. Installed in the input or output line of critical hydraulic components, it monitors their actual usage time, thus enabling routine maintenance to take place when the component is approaching the end of its useful life. Compared to monitoring engine run time, the flow monitor can record individual component usage in applications where not all machine functions operate continuously.
Excavator mounted solutions
For short-term tasks such as demolition work, where the task involved does not warrant the use of a dedicated machine, crushing attachments are often used that can be mounted onto an excavator boom and used to process smaller quantities of material.
Webtec’s DHM Series hydraulic multimeter can be an invaluable tool for system troubleshooting and optimizing the setup of attachments such as crusher buckets. An integral part of the installation of this equipment is making sure the excavator is setup correctly for the bucket to do its work. If the excavator isn’t set properly, then the bucket won’t function to specification. The hydraulic multimeter enables the measurement of flow, pressure, peak pressure, temperature, hydraulic power, and pump volumetric efficiency. As part of a predictive maintenance program, measuring a pump’s volumetric efficiency by determining its loss of flow with increasing pressure is one of the best ways of assessing the pump’s condition. The in-built loading valve of the hydraulic multimeter means that this measurement can be simply carried out independently of the machine operation. The unit can then transfer data wirelessly for further analysis or the recording of performance history.

Webtec’s HPM7000 data logger.
Also useful for system troubleshooting is the versatile HPM7000 Series portable data logger, which, by connecting to suitable sensors, can monitor such properties as pressure, flow, temperature, frequencies, speeds, and fluid contamination. This base model can be extended by the use of plug-in input modules to extend the number of CAN bus channels that can be monitored or for interfacing with analogue sensors using voltage or current outputs. The unit has a variety of different modes with the ability to data log 16 million measured values per test at a variable interval sample rate as short as 1ms and with a total possible storage size of 12GB.
Many leading OEMs in the crushing and screening industry have come to rely on Webtec’s well-proven products owing to their performance and reliability while operating under the harshest of conditions found in this industry.
Share this information.
Related Posts

OTC Names Award Honorees

Reed Switch Developments Certified as Woman-Owned Business

A New Generation of High-Performance Heavy-Duty Piston Pumps

Smalley Launches Retaining Ring Series

NewTek Introduces LVDT Signal Conditioner for Variable Temperatures

Innovative Hydraulics Wins Contract for McNary Dam Project
Sponsor

Sponsors