Cam Lobe Radial Piston Motors: Compact, Capable, Constant
By Franck Defer, Radial Product Marketing Manager, Poclain Hydraulics
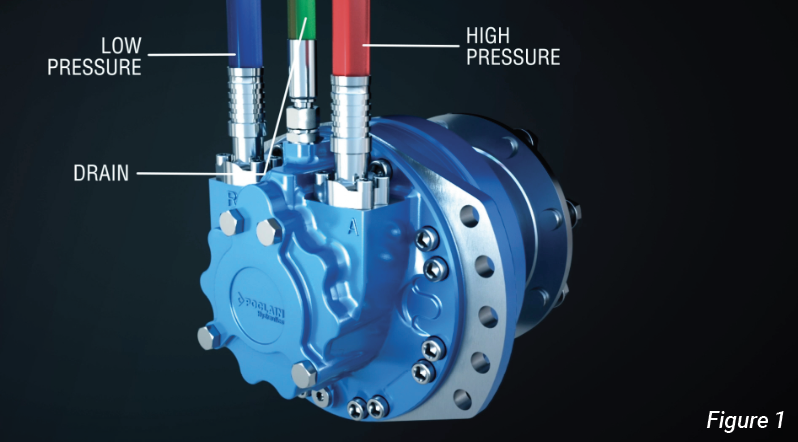
Cam lobe radial piston motors are low-speed high-torque motors. Fed by a pump, the motor rotates either clockwise or counterclockwise by a series of pistons that alternately receive oil under pressure to act on the cam profile. Given a constant input pressure, the cam profile is calculated to provide constant torque and speed, minimizing torque ripple and cogging. It is not a new technology, but it continues to evolve to fit a variety of needs for mobile equipment as well as tool drives and stationary industrial equipment (figure 1).
Radial piston motors can be used to provide the “direct drive” solution by supplying full torque without the need for high-speed motors connected through gearboxes. Having the radial piston motor connected directly to the work increases efficiency, making more power available at the shaft. Although high-speed motors and gearboxes have the reputation of being a lower-cost solution with simpler integration, there are a number of applications in which cam lobe radial piston technology is a better match to the machine’s requirements.
It is possible to attain the same level of power across a wide range of modular motors at different sizes, putting the technology in reach for different applications just by analyzing the machine’s specifications and determining the right modules to combine to address them. Identifying and specifying the max pressure, displacement, torque, speed, and power are the very base elements for motor selection. Beyond this, there are modular options to define depending on the machine specifications and hydraulic system architecture. Various bearing support types exist, such as wheel flange, splined shafts, shrink disk shafts, or sprocket shafts.
The motors can also adapt to accommodate various types of chassis fixations with corresponding fixation geometries. Options include integrated brakes: parking, service, combined, caliper, and drum; flanged valves; and integrated pivots. Features that address temperature control, speed, reinforcement, and high-pressure connections open up possibilities for OEMs to integrate highly engineered solutions.
Advantages
Cam lobe radial piston motors are compact and fit in a smaller envelope. Their compactness has a direct benefit for applications that require a lot of torque but have limited space in which to fit it – cutting heads for forestry equipment, harvesters, or sprayers, for example.
Imagine needing to pave a complex job, but when running the machine at the low speeds necessary to accomplish the work, the motor starts to cog and the quality of paving is less than desired. Highly precise movement and constant low speeds without that cogging effect are some of the main benefits of cam lobe radial piston technology. This is a need seen in the off-road and on-road arena – especially with road marking, high rail, or rail telehandler trucks. A creep function can be accomplished by integrating a hybrid mechanical-hydraulic transmission, allowing vehicles to work at low speeds without additional stress on braking and clutching, regardless of engine speed. This makes it possible for auxiliary systems to tap into the power they need to perform work effectively. An additional challenge with on-road vehicles is the need to drive at normal on-road speeds without mechanical losses.
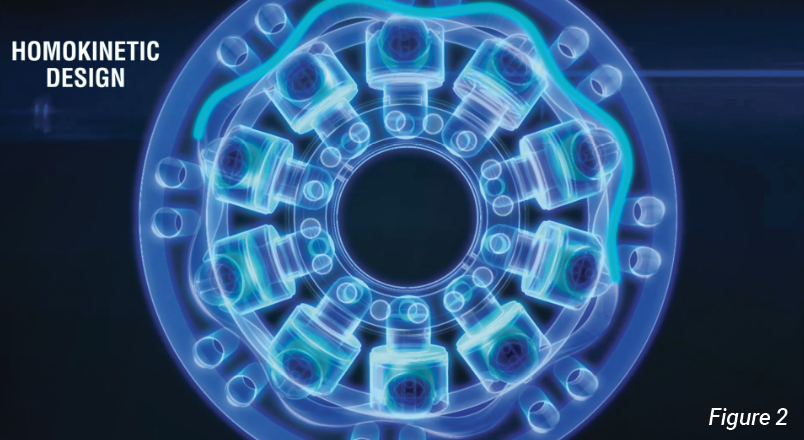
The motor’s high starting torque—available for the full speed range— and homokinetic design make precise and consistent rotation possible (figure 2). This, paired with an innate low inertia for smooth and easy direction changes, translates to better consistency in work quality for machines such as pavers and road-marking trucks on the construction side and reduced soil and ground damage on the agriculture side. The end benefit is a comfortable and productive end-user experience.
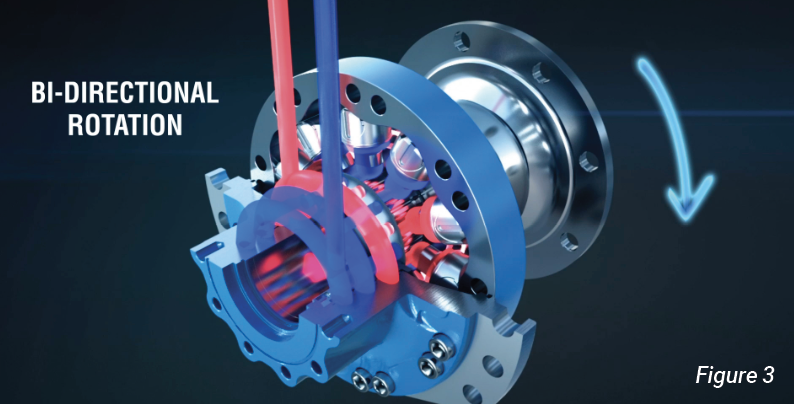
Safety is a real concern for everyone – agriculture, construction, rail and road, newer autonomous machines, and others. Beyond user comfort, the low inertia of this technology delivers an added safety benefit with instant stops and quick direction changes. This makes it easier for drivers to respond quickly to safety concerns (figure 3).
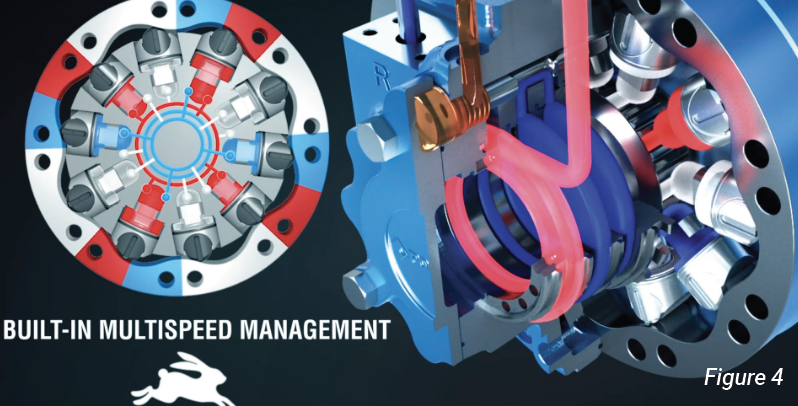
Cam lobe radial piston motors can be equipped with an internal valve that changes the displacement by deactivating some of the pistons. This reduces torque and increases speed for a given flow and pressure. The valve responds to a pressure signal and makes a smooth transition from one displacement to another (figure 4).
Cam lobe radial piston motors are built to go a lifetime with minimal regular maintenance. When choosing a modular cam lobe radial piston motor, it is possible to reduce maintenance even further by incorporating many components into one. This reduces failure points and simplifies installation on complex architectures. Reducing maintenance also affects total cost of ownership.
Applications that benefit
When considering just the core technology, anything that needs high torque in a compact package could benefit from cam lobe radial piston technology. Sprayers, grape harvesters, skid steers, mini loaders, head cutters, crushers, and shredders – the applications span a wide number of industries.
In applications that seek to increase uptime and reduce total cost of ownership, reduced unscheduled maintenance can make a big difference. Innovative motor designs such as Poclain’s MG steerable wheel motors with integrated pivot combine multiple components to reduce possible points of failure and eliminate the need to service gearboxes. These newer designs reduce fabrication time and installation cost by eliminating the need to fabricate an axle, reducing the number of pieces that need to be installed. It also frees up space to streamline design and engine placement. Closer wheel centers and slimmer machines translate to a smaller turn radius and increased productivity for the customer. Reducing the steering radius increases productivity for agriculture machines, helping them to increase precision of work and the acres they are able to cover per hour. In the construction industry, the technology allows for better maneuverability in articulated machines such as miniloaders.
Tracked equipment presents a different set of challenges. It requires a perfectly balanced motor that withstands high axial and radial loads, delivers equal power in forward and reverse, has superior resistance to pollution, and can manage high ground speed without losing torque. Newer technology with high bearing capacity, reinforced seals, and symmetrical design meets these challenges.
Compatible technology
Mobile equipment markets continue to explore zero-emission technology. Hydraulic radial piston cam lobe motor transmissions combined with electropumps can help facilitate the switch from hydrostatic ICE-driven machines to zero-emission solutions. Part and chassis commonality between diesel and electrohydraulic machines can ease the transition and learning curve for the end user and maintenance crews while enabling OEMs to meet environmental and regulation pressure to produce lower or zero-emission machines.
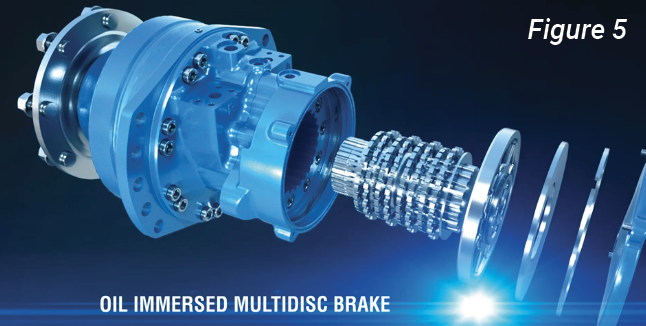
Another persistent trend is integrating more functionality into the motors, enabling OEMs to do more with one component. High-resolution sensors and integrated braking solutions such as parking, dynamic, or combined options augment the precision of the motor, making it possible for the technology to meet the stringent safety and precision requirements of autonomous vehicles. Oil-immersed integrated brakes make it possible for grape harvesters to meet even more challenging inclines. They allow sprayers to meet new roading regulations when using higher speeds to get from field to field, and they give mining vehicles the stopping power needed for steep inclines (figure 5).
Share this information.
Related Posts






2 thoughts on “Cam Lobe Radial Piston Motors: Compact, Capable, Constant”
Leave a Reply
Sponsor

Sponsors
Want to know more about your product
I need to power a Turner ex army winch with a 1″ wire rope , which was shaft driven, with hydraulic motor wth braking, and reversible action.