Raising the bar: The High Cost of Contamination
By Dan Helgerson, Technical Editor, Fluid Power Journal
I was recently asked for information on energy lost due to contamination in a hydraulic system. I had never done a study specifically on this, and so I decided to do some analysis.
If we have a 250 cm3 (15.3 in3) pressure-compensated pump driving a 450 cm3 (27.5 in3) motor by way of a pressure-compensated flow control, the pump operates at 1550 rpm. The motor operates at 700 rpm and requires a pressure of 19 MPa (2,755 psi). The pump compensator is set at 21 MPa (3,045 psi). The pump and motor have been sized to minimize any loss of productivity as the components wear.
According to the manual, the case drain of the new pump normally has a flow of 5% of the rated pump flow. The same information applies to the motor. At 1,550 rpm, the pump could displace 387.5 lpm (102.4 gpm) with an expected case drain flow of 19.4 lpm (5.12 gpm). At 700 rpm, the motor case drain flow would be expected at 15.8 lpm (4.17 gpm).
Let’s say the components operate at a facility that operates 24 hours a day. There is a “down day” each week and a two-week shut down for scheduled repair and maintenance. The components operate 7,200 hours per year.
The case drains are an important feature of both the pump and motor, providing necessary lubrication while also preventing damaging case pressure. This feature comes at a cost but is accepted as required when using hydraulics. This cost can be easily calculated using the equation below. We can use a typical energy cost of $0.10/kWh ($0.07457/hph).
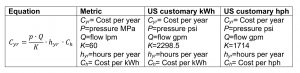
I have solved the equation using each set of criteria to show that each produces the same result.
Using MPa, lpm, and kWh:
(21 MPa x 35.2 lpm ÷ 60) x 7,200 hours x $0.10 = $8,870/yr.
Using psi, gpm, and kWh:
(3,045 psi x 9.3 gpm ÷ 2,298.5) x 7,200 hours x $0.10 = $8,870/yr.
Using psi, gpm, and hph:
(3,045 psi x 9.3 gpm ÷ 1,714) x 7,200 hours x $0.07457 = $8,870/yr.
Enter contamination
Contamination causes the pump and motor to wear. Because of the oversizing of the pump, productivity may not be diminished until the wear is great enough to reduce the motor speed to less than 700 rpm. This will occur when the combined internal leakage exceeds 72.5 lpm (19.152 gpm). As contamination continues to cause the deterioration of the components, the cost of wasted energy continues to rise. By the time loss of productivity is noticed, the energy loss in the system will have reached 21 MPa x 72.5 lpm x 7,200 hours x $0.10 ÷ 60 = $18,270/yr. (3,045 psi x 19.152 gpm x 7,200 hours x $0.10 ÷ 2,298.5 = $18,270/yr.)
This is an additional (and preventable) cost of $9,400 per year due to contamination.
In this illustration, we are only looking at the pump and motor. In many applications, there are multiple valves, motors, and cylinders, all of which have a certain amount of internal leakage. This leakage does not spill out on the floor but is kept within the system and likely goes unnoticed until the combined internal leakage produces a loss in productivity. This leakage also impacts the quality of the hydraulic fluid. Leakage, by definition, is moving the fluid from a region of high pressure to a region of low pressure. This produces heat that can damage the fluid, reduce viscosity, decrease lubricity, and increase the likelihood of even more contamination.
When components must be replaced due wear caused by contamination, it can be expensive and will likely cause an interruption of productivity. But there is a hidden energy cost that often goes unnoticed.
Using proper filtration and keeping systems clean not only extends the life of components, it also reduces the energy consumed during normal operation.
Share this information.
Related Posts




Sponsor

Sponsors