Retrofitting Component Connections
The following is a composite of familiar situations drawn from engineering calls.
A press goes down and the plant finds a temporary solution. A component (pump, valve, cylinder, etc.) will need to be replaced over a weekend shutdown. Maintenance and engineering does their job and checks things out beforehand, including all of the connectors and fit-ups. The flange fittings cannot be checked because the press cannot be shut down and the fittings are three stories above ground in a tight location. The press is decades old and little documentation for it exists. Things are never easy. They call MAIN to try to help. MAIN has been in the flange business for more than sixty years and done business with most of the press manufacturers. In fact, MAIN started out making hydraulic presses before shifting exclusively to flanges in the 1970s.
MAIN’s support staff directs them to our website and a white paper estimating a flange bolt hole spacing while the flange is still installed. The white paper “Measuring Flange Bolt Hole Patterns” can be found in the Engineering Section on MAIN’s Website and on Fluid Power Journal’s website (https://fluidpowerjournal.com/white-paper-measuring-flange-bolt-hole-patterns/). It explains a simple technique to approximate the bolt-hole pattern using digital calipers.
If it is a simple replacement, many times MAIN has the part already in stock. It is not unusual for the maintenance team to find that the old component used one flange pattern and the new component uses a different pattern. Another common situation is for the old component to have one type of port, (socket weld, butt weld, BSPP, pipe connection) and the user wants to use another (such as a hose connection) or add another line or gauge. Finally, the new connector might need to be longer because the new component is smaller or the pipe was cut getting the component out.
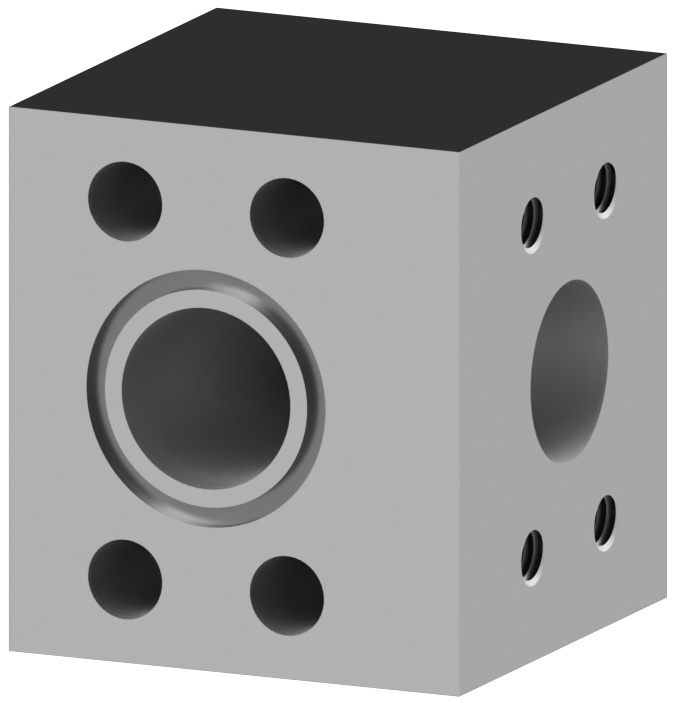
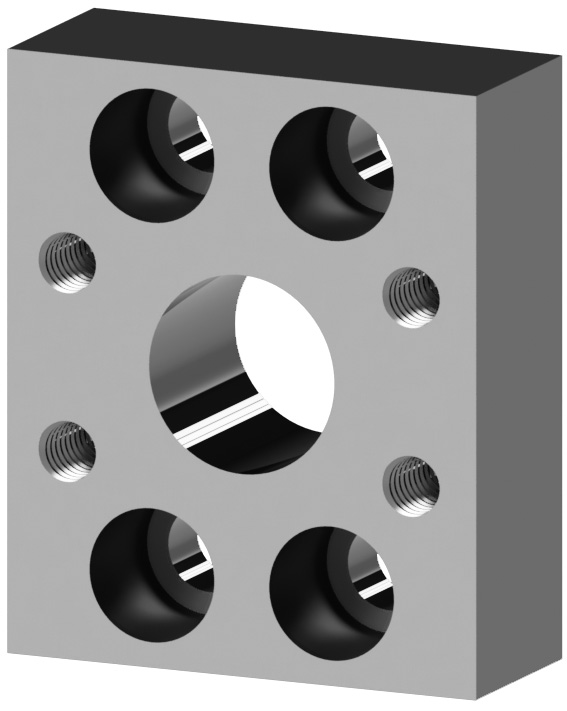
Several options exist if the patterns do not match. The obvious one is to get the new flange with the new pattern. If another component is bolting to it, a fitting that adapts to the pattern, a flange adapter, might be required. MAIN has hundreds of flange adapters that change the bolt pattern by spacing
, bolt size, and orientation. Options include changing the pattern between Code 61, Code 62, or square patterns; changing sizes ( -24 pattern to -20 pattern, for example); and rotating the pattern or making the part an elbow.
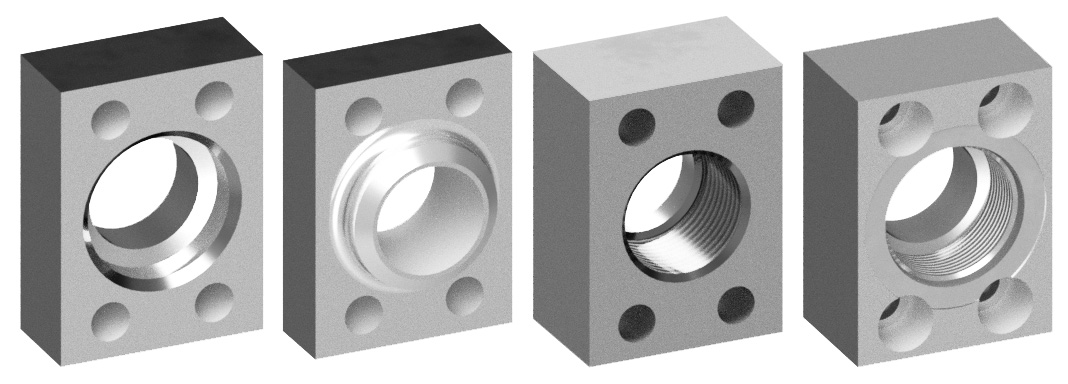
Examples of when it would be desirable for the port style to change would be converting from pipe or tubing to hose. The adapter discussed above would convert square patterns to SAE patterns that would easily allow flanged head hoses to be used for the line. Butt weld port or socket weld ports can be substituted for one another, balancing cost with ease of welding. SAE straight threads can be used instead of BSPP or other porting or as another way to adapt to using hose.
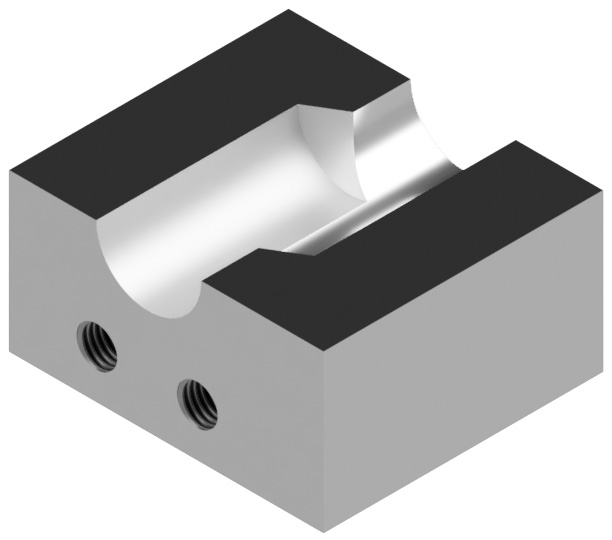
In some instances, the new component is smaller or the footprint spaces the port differently. This requires the flange connector to be longer or offset. In these situations, the port holes can partially intersect, be drilled at an angle, or be connected by a cross hole. Maintenance and engineering personnel need to consider flow and pressure drop, but generally neither is significant.
When replacing the flange, it is a great time to consider adding an additional port for a gauge, a sampling port, a pilot, or additional lines.
Share this information.
Related Posts



Sponsor

Sponsors