Small Burrs Create Significant Problems
By Bruno Boutantin, Market & Business Development Director, Extrude Hone Group.
Think about “mission critical manifolds” in high productivity, no downtime world.
Windmills and especially offshore installations are excellent examples of costly component failure. Hydraulic elevator platforms are also good examples of critical systems that can be life-threatening in case of failure. But these risks also pertain to various industries or any large machinery.
Leave nothing to chance and use thermal deburring (TEM) to get rid of burrs and particles to ensure that manifolds and valves will deliver without any issues.
By the way, TEM stands for Thermal Energy Method.
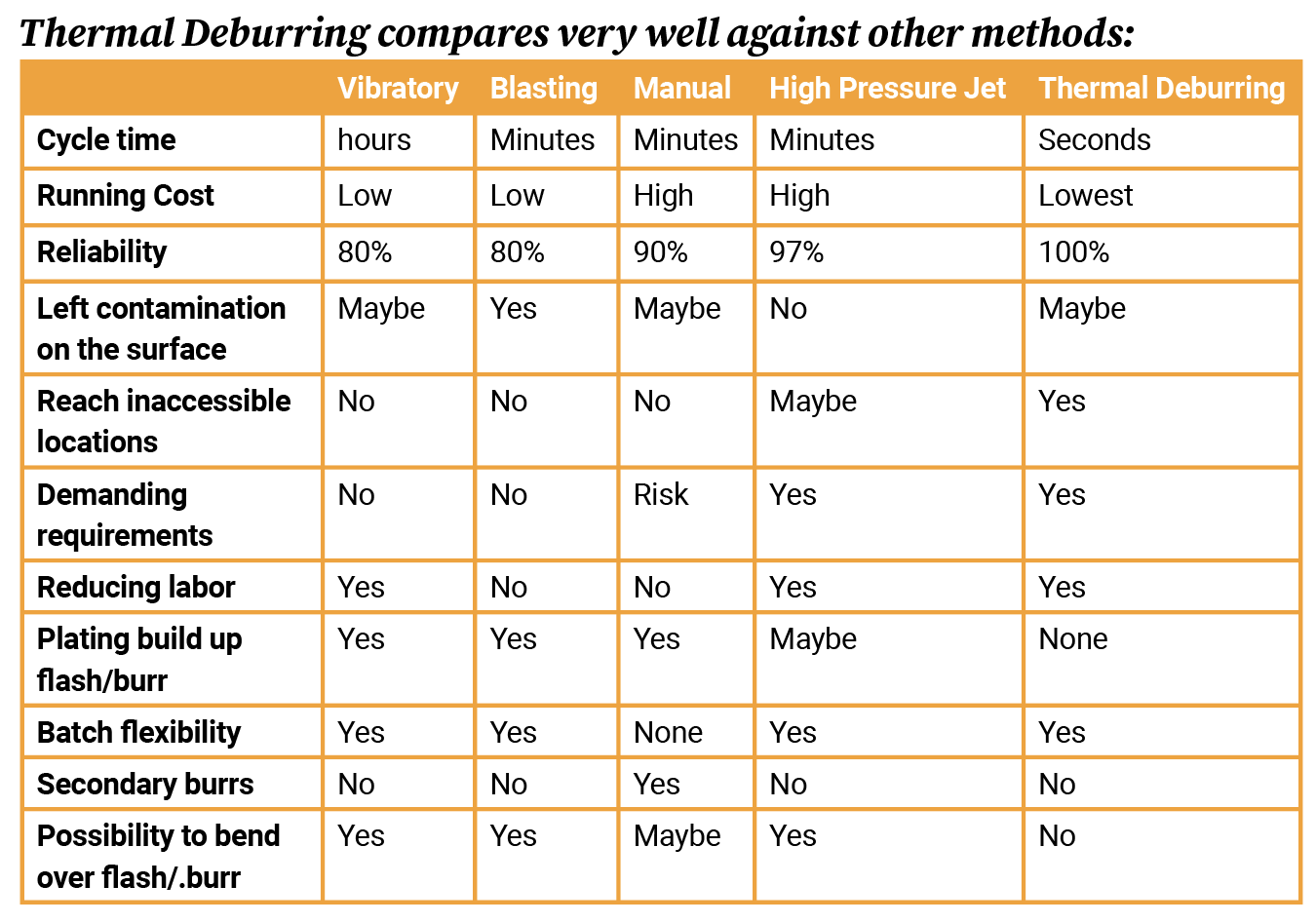
After reading that article, you will understand how thermal deburring works, where this technology works best, the pros and cons, and how it compares to other deburring methods.
TEM accommodates materials like cast iron, steel, stainless steel, zinc, aluminum, brass, and some thermoplastics.
Thermal Deburring can take away burrs like a breeze. That breeze is a super heat wave, reaching 3,300°C (6,000°F) in just a few milliseconds.
Methane, a readily available fuel with good energy content by volume, is the most common fuel gas used for thermal deburring. Methane may be supplied technically pure in bottles or through the Natural Gas networks where available.
Hydrogen is also a suitable fuel gas for the TEM process, although less frequently used. Higher volumes are required compared to Methane, incurring higher costs. Hydrogen produces water as the main by-product and can be considered a more environmentally friendly option.
The first benefit of that technology is speed.
Because the burrs or flashings are much smaller than the component, they reach their auto-ignition point instantly. The burrs oxidize in the oxygen-rich chamber without any harmful impact on the element.
The second benefit of that technology is integrity.
The burr? It’s vaporized, gone!
Compared to manual deburring, you have the insurance that the deburring operation will run without further inspection. That’s reliability. In addition, you remove the burden of finding skilled labor by relying on a machine. You are a perfectionist; the machine can be automatically loaded and unloaded.
The third benefit of that technology is low cost per part.
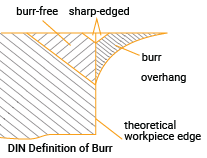
What does Burrs mean?
Nobody wants burrs. But even with a tremendous effort in design, process planning, and manufacturing, it is hard to ensure that finished parts are completely free from burrs consistently.
Burrs can ruin the design integrity of the part, require additional processes to fix it, cause safety hazards, and result in a malfunction of the product. That generates additional cost, re-manufacturing, warranty, service, and recall, saying nothing of collateral damage to the company’s image. No choice. You need to remove or secure the burr to prevent it from being detached from the part.
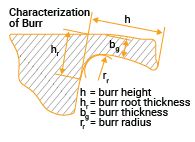
Characterization of the burr depends on how strongly the burr is attached to the workpiece material. The sharpness of the burr may be the most essential criterion for safety concerns.

Burrs Impact.
Today, fluid power is at the heart of many critical areas. It’s present in some of the most challenging tasks – control, maneuver, lift, dig, brake, steer, adjust, and many more. At the same time, the demand for higher power, faster response, finer control, and compact sizes has driven modern-day fluid power toward higher operating pressures, intricate designs, and compact dimensions.
In demanding applications, a minor leakage or a total breakdown could be devastating and potentially life-threatening.
How does Thermal Deburring work?
 Thermal Deburring, known as TEM, is broadly applied in the fluid power industry. Steel, cast iron, and aluminum are suitable materials for TEM. Thanks to the existing large chamber, large-size manifolds can be processed.
Thermal Deburring, known as TEM, is broadly applied in the fluid power industry. Steel, cast iron, and aluminum are suitable materials for TEM. Thanks to the existing large chamber, large-size manifolds can be processed.
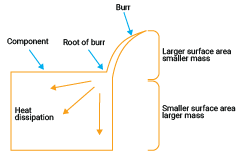
The Thermal Energy Method (TEM) of deburring utilizes energy generated in the combustion of gases to oxidize burrs. This method differentiates burrs from the component by the ratio between surface area and mass. Burrs, which are high in this ratio, absorb most of the heat and get vaporized in oxidation.
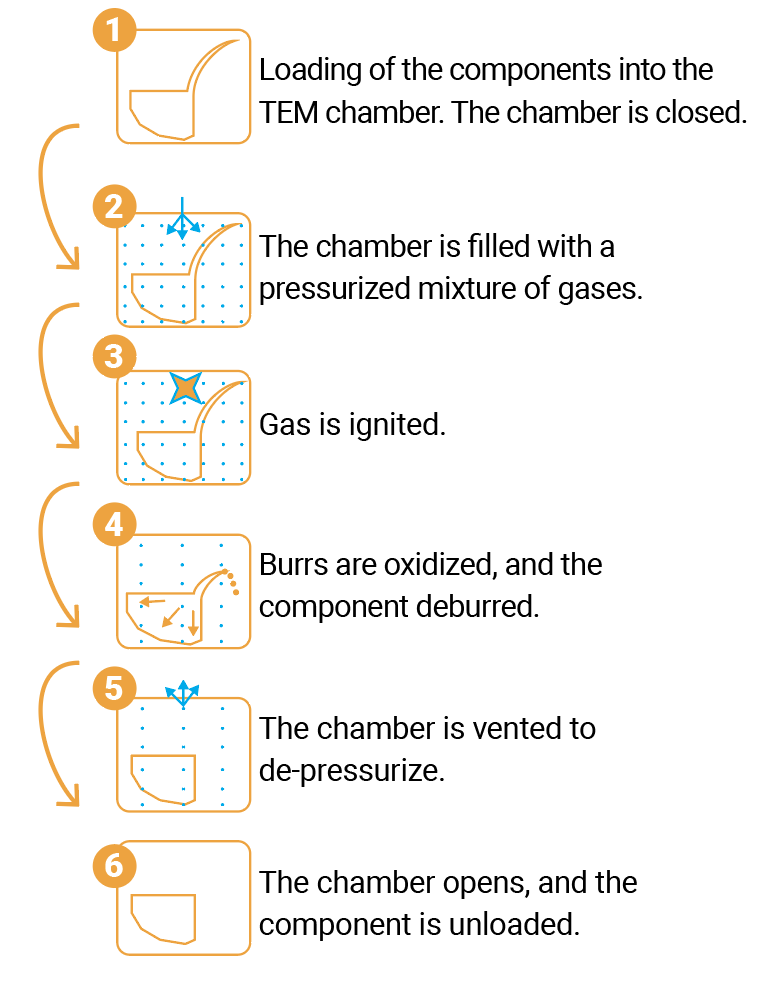
 TEM produces intense heat energy by igniting a pressurized mixture of combustible gas and oxygen within a sealed, specially controlled chamber. Due to the sudden release of heat energy, a high-temperature blast up to 3,300°C (6,000°F) is generated for a few milliseconds. As a result, burrs and flashes catch fire, burn, and vaporize till heat gets dissipated into the body of the workpiece. In the process, the workpiece also gets heated but to such a limited extent that there is no change in its metallurgical properties.
TEM produces intense heat energy by igniting a pressurized mixture of combustible gas and oxygen within a sealed, specially controlled chamber. Due to the sudden release of heat energy, a high-temperature blast up to 3,300°C (6,000°F) is generated for a few milliseconds. As a result, burrs and flashes catch fire, burn, and vaporize till heat gets dissipated into the body of the workpiece. In the process, the workpiece also gets heated but to such a limited extent that there is no change in its metallurgical properties.
TEM is known to deburr components in and out in one go. Deburring of multiple parts is a possibility as gas flows around them. The cycle time of the process, excluding component loading and unloading, is typically less than a minute, making this technology a very productive method.
In TEM, the volume of gas injected into the chamber, the thickness of the burrs, the heat transfer rate of the processed material, and the ratio of fuel to oxygen define the amount of removed burr.
As the gases surround all burrs and flashings, allowing for their complete removal regardless of the location of the component. This results in a component free of any loose particles.
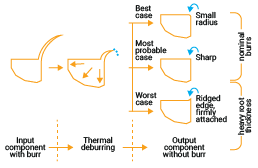
Process steps
 The TEM-qualified components.
The TEM-qualified components.
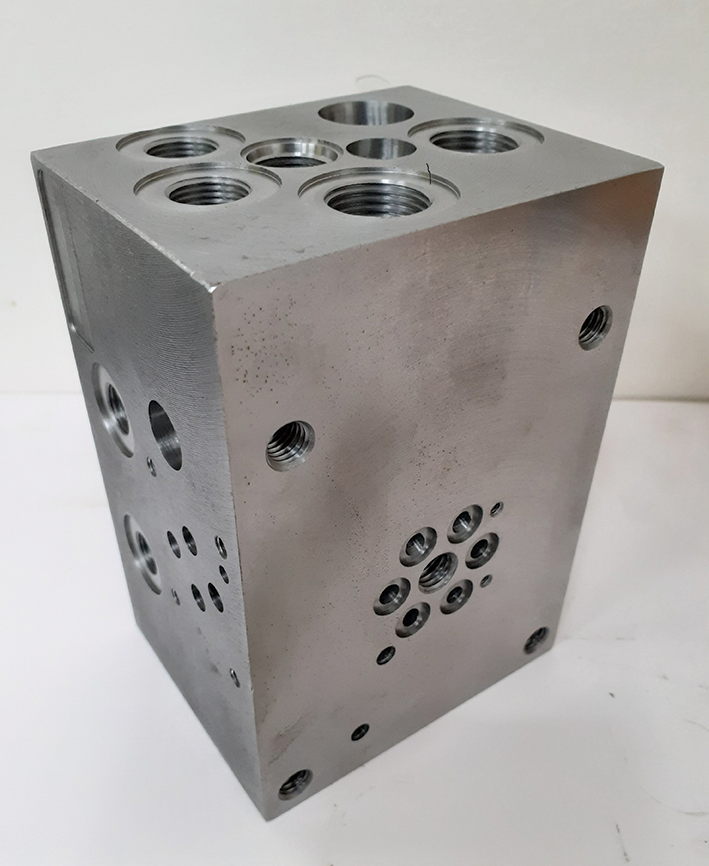
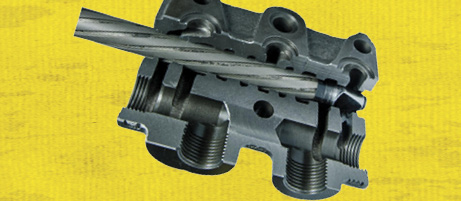
Valve bodies – with many intersecting holes, grooves, threads, and inaccessible areas, these components are a deburring nightmare. TEM is ideally suited for valve bodies. Efficient deburring makes assembly easy, spool movements free, and the entire system reliable.
Manifolds – with challenges like valve bodies, manifolds are well suited to TEM deburring.
Spools – precision grooves and intricate holes & notches make spools too intricate to be manually deburred. Ineffective deburring can cause inappropriate system functioning and even jamming.
Pump and hydraulics motor elements – high-pressure pumps and hydraulics motors, characterized by minimal clearances between moving parts, are susceptible to failures requiring practical components deburring.
Cylinder components – cylinder porting blocks and end caps are standard in TEM deburring
Hydraulic fittings – often ignored, these are a common source of burrs. Once dislodged, burrs go to other critical areas in the circuit, causing havoc.
Threads are a common source of contamination, usually not deburred at all. When fastening the connectors, burrs get dislodged and get into the system. That leads to premature wear and failure. TEM does a perfect job of clearing up the tiny particles along the thread’s primary diameter.
Let’s consider post-treatment.
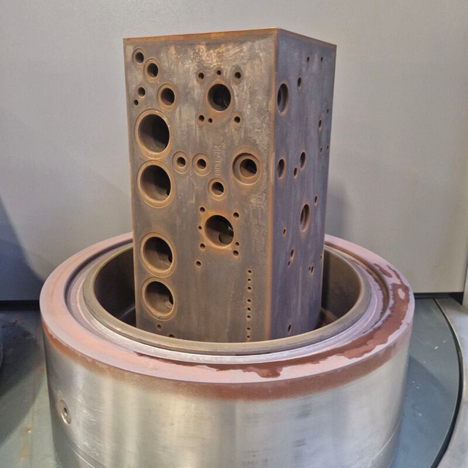
Most people exposed to Thermal Deburring for the first time may be surprised by the oxide layer left at the surface after the process.
No worries, this process by-product will be removed during a cleaning operation. Chemical market leaders in cleaning and degreasing offer a range of post-cleaning products designed to address the different materials.
These products are utilized in post-treatment stations typically used for cleaning and passivation. The equipment starts with straightforward dunking stations and goes up to multiple automated stations with advanced cleaning features like ultrasonic.
TEM provides superior and affordable deburring for the real world.
Thermal Deburring not only delivers on the deburring quality, the productivity, and the cost per part but also solves some of today’s industry challenges like new intricate designs prohibiting manual deburring, health requirements preventing people from repeating the same motion too many times, lack of interest from workers for the deburring jobs, shortage of labor, cost of labor in some area of the world.
How do I gain access to the TEM Technology?
There are manufacturing companies on the market offering TEM equipment. Alternatively, suppose you do not have a volume justifying an investment. In that case, you can access that technology through a contract service offering.
The TEM equipment comes in different sizes; their naming is sometimes related to their clamping force and the chamber size. In most cases, the chamber is round, open at the bottom, and has a top featuring a bell shape. Chambers come in various diameters and heights. Recently, we have noticed an inflation in the chamber size to accommodate either larger manifolds or long shafts, the latest driving the appearance of the chamber with a one-meter length or more. Some manufacturers are using a cubic design as an alternative. TEM machines seem pricey, but their life spans for decades, especially when not running at high pressure, and their service cost is low. In addition, their efficiency delivers the lowest cost per part.
Wrap-Up: Some TEM highlights.
Deburring effectiveness. TEM Eliminate burrs, flashings, and loose particles, regardless of their location on – or inside – the component.
Process efficiency. Unlike traditional mechanical and abrasive methods, no media can become trapped in internal areas or contaminate the surface.
Ease of use. TEM is not a line-of-sight process requiring targeted media programming compared to waterjet. With TEM, the gas envelops every area of the component simultaneously.
Blockage elimination. Compared to water jet, mechanical and abrasive methods, TEM is a non-contact process; therefore, burrs and flashings cannot be folded or pushed onto the component.
Abrasion elimination. Compared to manual and mechanical methods, TEM does not generate secondary burrs, and there is no risk of scratching critical areas.
Machining simplicity. Only simple baskets and workpiece-holding fixtures are required.
Extremely high production rates. Up to hundreds of parts in a 30- to 60-second cycle time is typical, and 24/7 operations are achievable.
Cost-effectiveness. TEM processing cost is less than a fraction of a cent for gas and electricity usage per component, resulting in the lowest operating costs in the finishing industry.
Quality and repeatability. Superior process stability and reasonable process control ensure precision, constant quality, and the highest repeatability.
Uniform results. Our tooling assures uniform energy distribution and protects surfaces while undergoing processing.
Customized tooling. Plate and pin fixtures are corrosion-resistant and custom-designed to suit specific applications.
Ease of automation. TEM tooling provides easy loading and unloading of components and maintenance of workpiece orientation.
TEM ensures enhanced component performance. Many customers report a reduction in component performance failures and warranty claims, leading to higher customer satisfaction.
Share this information.
Related Posts
Happy Fluid Power Professionals’ Day!
Gates Introduces Parabolic Pitch Belts

Clean Fleet® Reduces Emissions by 99% at Hydraulic Fracturing Sites
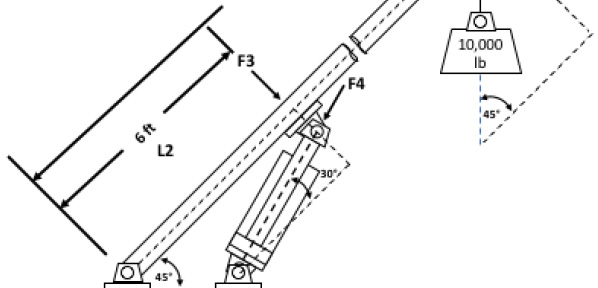
Calculating the Hydraulic Pressure to Support Jib Boom Loads
New High-Precision Single Stroke Honing Process

HANNOVER MESSE Rebrands as Industrial Transformation
Sponsor

Sponsors