Designing and Building a Machine for Energy Conservation
(and Convincing a Customer it is Worth it!)
Machine builders and their customers are often at odds over machine pricing and how to address the costs associated with energy-efficient machine designs. The customer, of course, will demand the lowest possible price, and so machine builders may be overlooking opportunities to provide enhanced energy-saving options as often this comes at additional upfront costs on the machine. In competitive situations, this added cost often means losing the order. The customer, by looking for the lowest price, may not consider the long-term cost savings of machine operation by purchasing equipment with enhanced energy-saving features built in. The machine builder’s job is to convince a customer that the added costs of enhanced energy-saving designs are worth the upfront cost.
Certainly most machine builders employ design practices with energy conservation in mind. For example, the use of energy-efficient motors and “shutting down” upstream machine sections during idle times are simple low-cost means of allowing the builder to state their machine is energy efficient. Of course, customers like to buy machines that are stated to be energy efficient; after all, we are all concerned about “sustainability” and being “green.” However, being “green” can cost some “green,” and customers need to be educated about the benefits of spending a little more up front to achieve long-term savings.
The machine builder has to demonstrate a reasonable rate of return for the added cost of enhanced energy-efficient designs. It may surprise some that the costs of optimizing a machine design is not that great compared to the savings potential that can be realized, especially in conserving air consumption. An enhanced pneumatics design entails applying stringent design practices and utilizing components designed to save energy.
Air pressure on most machinery provides the physical force for many machine functions. It is plumbed to each machine in our factories and yet we often forget how expensive it is to produce. For our analysis here, we will assume that electric costs are $0.10 kW/hr, the machine operates 8,760 hrs/yr, and that the air compressor motor has 90% efficiency with a 3.5:1 CFM/bhp ratio. Calculating the cost to operate a machine is as simple as determining the average air usage rate and multiplying that by the cost to produce each CFM of air. Let’s talk about cost savings that can be had by designing a machine to minimize air consumption.
There are many items to consider when designing a machine for optimal usage of air. In order to fully understand all of the options available to achieve savings, SMC Corp. of America offered its services to analyze our standard design case packers. Working together, several techniques and design changes were identified that can provide substantial energy, and therefore, cost savings. Analysis is provided based on air consumption of both new and used identical case packers. Results given herein are both empirical and theoretical.
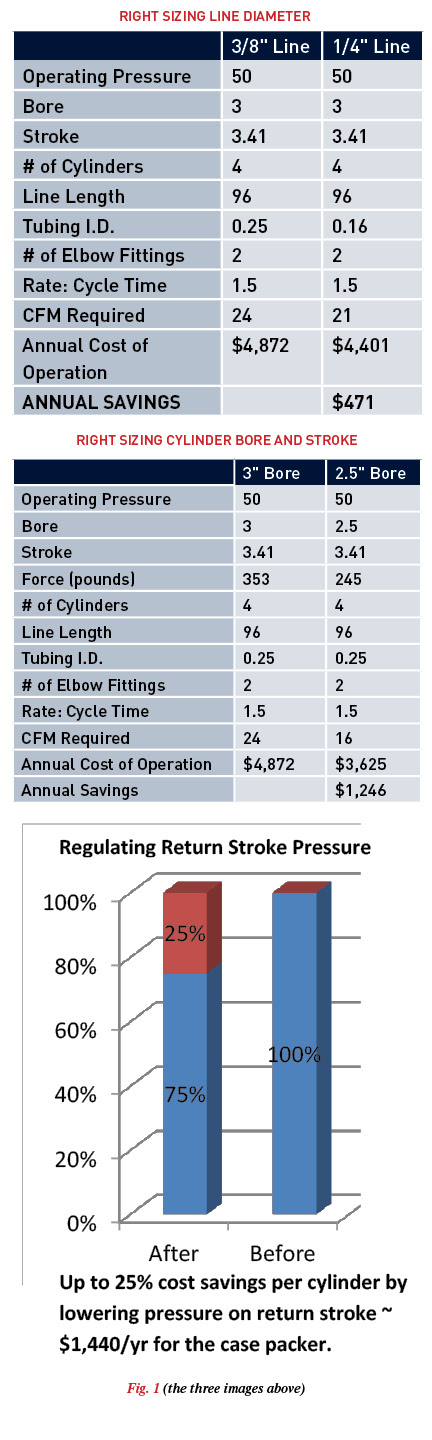
1. Optimize line size and length.
Every time a cylinder actuates, the lines feeding the cylinder are pressurized and de-pressurized. No work is generated, and therefore the energy used to pressurize the lines is lost. The larger the volume of the line, the more energy is lost. By “right sizing” the lines for diameter and length for the specific task, we will save energy. Use vendor-supplied sizing programs as an aid in design.
2. Optimize cylinder bore and stroke.
As we know, the bore of the cylinder determines the amount of force that is applied—the larger the bore, the larger the force with the same pressure. If an application only requires 245 lbs force (with minimal safety built in), why go to the next size bore cylinder and generate 353 lbs force? This will put extra stress on components and potentially cause premature wear and failure. Unused stroke has a similar consequence as oversized pressure lines; the extra volume of the cylinder not being used for stroke is simply lost energy.
3. Regulate the return (non-power) stroke to a lower pressure.
Adding point regulators on each device to reduce the pressure on the return stroke can be a significant savings. On average, this can result in savings up to 25%. This is simple and costs little to do. See Fig. 1.
4. Regulate and monitor overall machine pressure.
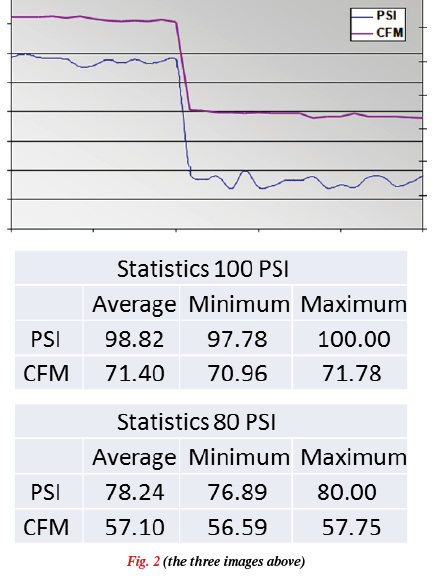
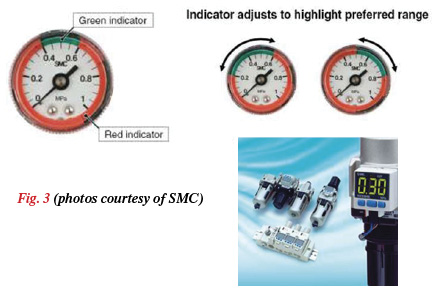
A common occurrence when a machine hits the factory floor is that the main machine pressure regulator seems to get turned up. This may be done for several reasons, but the typical ones are either the air supply to the machine is inadequate or the belief the machine will run better. The root cause of the former is simply that the line feeding the machine or the compressor is undersized. For the latter, we can control that. Overpressurization is simply lost energy and can lead to premature machine wear with the increased forces being applied to machine mechanisms (Fig. 2). By using the machine controller to monitor the pressure after the machine main regulator for both under- and overpressure conditions, the machine can shut itself down and present the appropriate warnings to the operator. Also, by utilizing pressure gauges on the machine that have color-indicating bands (red and green zones) for the “safe” operating pressure, plant personnel can know that the settings are correct. See Fig. 3.
A general rule of thumb is that for every 2 psi of pressure a machine is reduced, 1% of the required brake horsepower (BHP) is conserved. In this case, the annual savings is $520 for the machine undergoing study. Turning up the pressure does not help the process; it only costs you money. Also, if a few machines required higher operating pressure in your plant, consider lowering the pressure and applying pressure boosters for those machines requiring higher pressure. See Fig. 2.
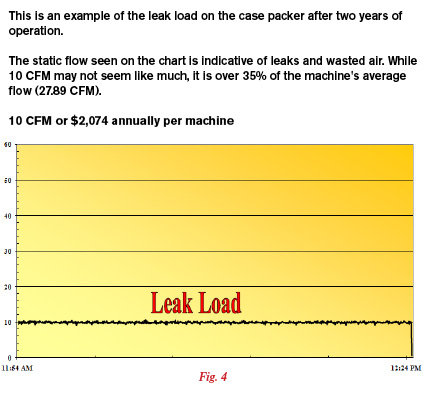
5. Monitor for leaks and control unnecessary usage.
Turn off everything in your plant except your air system and listen. Hear that sound? Psssssss—that’s the sound of your money being wasted. Leaks, blow offs, vacuum transducers, air used for cooling, etc., are among the biggest sources of wasted energy in a plant. There are three things to do: (1) minimize connection points for air lines and use high-quality fittings. Saving a few dollars on “inexpensive” fittings? Well, you get what you pay for. (2) Add a leak-monitoring system to the machine. This can be as simple as a meter connected to the machine controller that measures air flow during short periods of machine idle time. If this “idle” flow increases over a measured base line, then the machine has developed a leak and the machine can issue an alarm. More sophisticated leak detection systems can be added onto machines that can isolate the pneumatic circuit to where the leak is actually occurring. See Fig. 4.
To control unnecessary air usage due to vacuum transducers, blow offs, etc., add a machine-controlled soft start air shut-off valve before the main machine regulator. By adding sensors or other monitoring of upstream processes, the machine can be set to turn off its own air supply during longer periods of idle time. It can also be programmed to shut off the air at break time, lunch, or other events. Also considering using high-efficiency nozzles for blow offs, drying, cooling, or similar applications.
6. Control flow.
The speed of device movement should be controlled through the use of high-quality and tamper-proof flow controls. Often machine sub-system flow controls are increased in an attempt to get more “speed” out of a machine. However, once the machine design speed is reached, speeding up individual mechanisms may increase machine “speed” but may actually hurt total machine throughput over time. There will likely be an increase in the frequency and duration of downtime events due to jams, as well as an increase of defective products being produced, not to mention increased wear and tear and resultant downtime due to the machine breaking down. For those of you familiar with overall equipment effectiveness (OEE), you understand the cost of such machine “meddling.”
Summary
Is it worth it? What does it cost? More appropriately, what does it save? SMC measured and recorded results for two new machines in our factory prior to sending to our customer and two identical machines that have been in production for about two years. The difference in data between new and used machines brought to light differences in flow and pressures as a result of leaks, overpressurization, and other misadjustments. Additionally, SMC provided recommendations on additional or different hardware and techniques as indicated herein with estimates of annual machine savings that can be achieved. The results are significant. If the machine is designed per SMC recommendations, the estimated added price to the machine is approximately $7,900 (excludes R&D engineering) including hardware, labor, overhead, G&A, etc. The estimated annual savings (including the measured losses due to leaks) is approximately $5,700/yr per case packer, a payback of about 16 months.
The answer is: yes, it is worth it. Especially with an increased awareness across all industries of the need to improve sustainability and reduce energy consumption, offering an energy-savings package can become a differentiator to making a sale for the machine builder and having a happy customer. Everyone wins.
For more information: Terry Zarnowski is director of sales and marketing for Schneider Packaging Equipment Co. Inc. He can be reached at tzarnowski@schneiderequip.com.
Share this information.
Related Posts






Sponsor

Sponsors