Effective Leakage Testing with Bubble Tight Poppet Valves
By John Wayne Jennings, Vice President of Sales and Marketing, Lexair Inc.
 There are many applications that require valves that do not allow leakage. For instance, there are often times when a casting, housing, or other part must be tested for structural integrity or its ability to hold a particular pressure without leaking. A bubble tight poppet valve is just the right device to be used in test circuits such as these.
There are many applications that require valves that do not allow leakage. For instance, there are often times when a casting, housing, or other part must be tested for structural integrity or its ability to hold a particular pressure without leaking. A bubble tight poppet valve is just the right device to be used in test circuits such as these.
The pressures required for leakage testing often exceed the normal 0.6 – 0.9 MPa (90 – 125 PSI) “shop air” range, and there is often a need for high-flow devices that can fill or exhaust the fixtures rapidly to reduce the overall time required to complete the testing. Some commercially available poppet valves possess the physical characteristics to meet all the required criteria, and they are high-flow devices by design. As an example, the application discussed below is for a test fixture that is checking for porosity in a casting using high-pressure air. A normally open poppet valve with a high ratio pilot (Lexair Inc. part number 325104) was chosen for the test due to the following:
- The standard ability to handle high pressures
- The standard high ratio pilot feature
- The standard bubble tight construction
- The standard high-flow capacity of a poppet valve
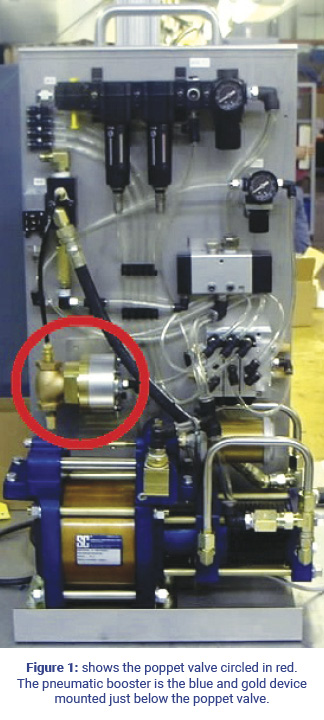
The test requires the ability to withstand 2 MPa (300 PSI) (most valves by this manufacturer haves a standard rating of 3.5 MPa [500 PSI]). However, the available shop air pressure was only 0.4 MPa (60 PSI), so a pneumatic booster had to be used to create the required test pressure. To control costs, the booster is sized to create just enough high-pressure air to fill the volume of the casting being tested. There is no high-pressure air available for a pilot signal. Even if there was enough 2 MPa (300 PSI) air left over for use in piloting the poppet valve, finding a 3-way solenoid valve to control the 2 MPa (300 PSI) pilot signal would pose yet another challenge for the application. This meant finding a poppet valve with a pilot ratio that would allow the 60 PSI air supply to be used as the pilot source. With an 8:1 pilot ratio operating at 0.4 MPa (60 PSI), the chosen valve can close bubble tight on working pressures up to 3.3 MPa (480 PSI), easily meeting this criteria for the application.
 The poppet valve is basically piloted to the closed condition while 2 MPa (300 PSI) air is introduced to the casting from the booster. The pressure is held in the casting for a predetermined period of time, while a precision digital gauge (with outputs tied to a PLC) checks for pressure decay. The castings are also submerged in water so a visual test for bubbles is administered as well. The poppet valve must retain the air in the casting for the duration of the test without leakage. Once the testing is finalized and the casting integrity has been assured, the pilot signal is removed from the poppet valve and the normally open unit allows the high-pressure air to be quickly relieved to atmosphere from the test fixture.
The poppet valve is basically piloted to the closed condition while 2 MPa (300 PSI) air is introduced to the casting from the booster. The pressure is held in the casting for a predetermined period of time, while a precision digital gauge (with outputs tied to a PLC) checks for pressure decay. The castings are also submerged in water so a visual test for bubbles is administered as well. The poppet valve must retain the air in the casting for the duration of the test without leakage. Once the testing is finalized and the casting integrity has been assured, the pilot signal is removed from the poppet valve and the normally open unit allows the high-pressure air to be quickly relieved to atmosphere from the test fixture.
Share this information.
Related Posts





Sponsor

Sponsors