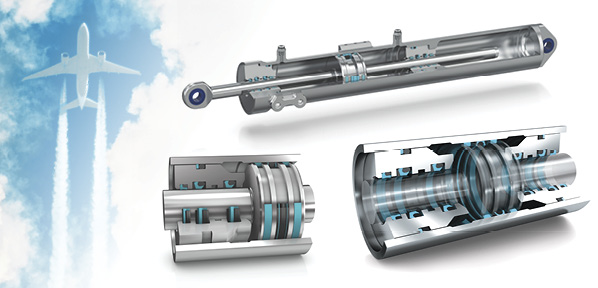
Hydraulic Sealing Solutions Help Jetliners Fly Higher, Faster, Longer
By Quinn Collett, Airframe General Manager, Trelleborg Sealing Solutions, and Antonio Garcia, Segment Manager, Aerospace Americas, Trelleborg Sealing Solutions
As airplane designs focus on flying at higher altitudes and speeds for longer periods, the many hydraulic systems onboard must adapt. Today’s conditions can include temperatures above 600ºF (315.5°C), temperatures as low as -65ºF (-54°C), and pressures up to 5,000 psi (345 bar).
For seal makers, this means engineering solutions that perform as well or better in much harsher conditions, all while keeping costs under control. Doing so requires a thorough understanding of the application requirements, performance benchmarks, and service life for each component in the system.
To succeed in meeting the rigorous specifications from both aircraft designers and regulatory agencies, vendors must spend significantly more upfront time understanding the unique challenges of the situation. They must also provide comprehensive recommendations to customers about installation so that testing and validation go smoothly, and reliability goals are met.
In this article, we look at three examples of recent challenges in aerospace hydraulic systems, including how the solution was developed and tested, and the benefits of each final solution.
Fuel-efficient engines: Silicone engine seals operating at 600ºF
As aircraft designers aim to design more fuel-efficient engines, operating temperatures are rising, with the latest options operating at up to 600ºF (315.5°C), well above their predecessors.
Although metal mesh fire seals are capable of withstanding these higher temperatures, being heavier and with limited sealing ability, they are less desirable than their silicone counterparts. In looking at customer requirements for heat and flame resistance, compression set, weight, service life, customizable geometry, and price, it became clear to Trelleborg engineers that a new design would be necessary. It would also need to meet all relevant FAA and ISO regulations.
The solution involved modifying the silicone, enhancing the strengthening elements (high-temperature fabrics), and introducing a new, proprietary reinforcing element. The prototype was tested for 36,000 flight cycles against a nacelle thrust reverser seal to determine compression set and heat resistance. It successfully operated at 600ºF (315.5°C) under maximum compression loading. A separate test showed the seal could withstand a 2,000ºF (1,093°C) kerosene flame for 15 minutes under ISO 2685 vibration requirements.
The seal is manufactured in a variety of geometries, enabling it to replace existing seals that fail at elevated temperatures and creating new options for designers seeking to extend system life.
The final seal has a number of important benefits:
- It operates at 600ºF (315.5°C) and can be modified to perform at higher temperatures.
- It meets all FAA and ISO fire seal requirements.
- It satisfies the intended lifetime of 60,000 flight cycles minimum.
- It has a lighter weight and longer service life than metal mesh fire seals.
- It reduces the number of parts due to elimination of additional thermal protection.
Jet cold-weather kits
A few years ago, Trelleborg was asked to develop a low-temperature sealing system to upgrade the main and nose landing-gear struts on a model of jet. At extremely low temperatures, a jet’s existing seal package can leak; if it does, it impacts operability and performance, forcing the need for unscheduled maintenance.
Because of the size of the seal cross section and the requirements of the system (seal serviceability to -65ºF [-54°C] with leakage not to exceed 30 drops), Trelleborg engineers determined that a new material, rather than a new design, would be needed. Ultimately, they created an ultralow temperature nitrile material. The material’s lower glass transition temperature enables it to be more active (flexible) at very low temperatures.
Preaged test seals were installed on the landing-gear components and tested using extreme cold soaking under lower pressure. No hydraulic leaks were observed. As a result, the increase in service life was determined to be significantly higher than that of previous components.
Trelleborg, through its ServicePLUS program, developed and now assembles kits that have greatly reduced procurement complexity. Nine parts were reduced to a single part for the lightweight nose landing gear, and 15 parts were reduced to one for the lightweight main landing gear.
Tests of the jet’s nose landing-gear strut were conducted at Wright-Patterson Air Force Base in early 2018 with the equipment becoming operational shortly thereafter.
Boeing 787 Dreamliner primary flight control actuation
Two simultaneous challenges brought about significant design changes in the Boeing 787’s primary flight controls sealing system. First, the aircraft’s design team introduced composite materials into the body and wings, parts that were previously 100% aluminum, which, in combination with other design changes, resulted in a lower hydraulic system operating temperature from -20ºF (-29ºC) to -65ºF (-54ºC). Second, Boeing designed the airplane to meet extended-range twin-engine operational performance standards (ETOPS), which required certifying it to fly up to 5.5 hours from a diversion airport.
To meet both requirements, Trelleborg engineers developed a tandem sealing system, comprising an active primary seal and a redundant secondary seal, equipped with a scraper to reduce the amount of contaminant entering the system.
As with previous systems, the seals are exposed to adverse conditions—low temperature and low pressure—before being moved dynamically and subjected to high pressure. However, this time the temperature was lower, and the pressure was higher at 5,000 psi (345 bar).
Trelleborg’s solution comprised an ultrawear-resistant PTFE material, with a low glass transition temperature, spring-energized seals in primary locations, and ultralow temperature elastomer energized seals in secondary locations. The sealing system also employed an advanced seal geometry that provided active back pumping to prevent excessive pressure buildup between its two sealing elements.
Testing conducted on the system included:
- actuator and seal endurance testing, which mimics taxi, takeoff, flight, landing, and landing taxi conditions;
- low-temperature, low-pressure static and dynamic seal testing;
- low-temperature, high-pressure static and dynamic seal testing; and
- environmental and vibration testing.
Today, the final system delivers a number of major benefits, including long service life and the ability to perform well in harsh sealing environments. It successfully addresses all needs of today’s modern aircraft, which differ extensively in terms of materials and flight requirements.
Regulations
The combination of customer requirements and government regulations for today’s aircraft can be challenging for vendors to navigate. The examples above demonstrate the importance of in-depth knowledge of not only parts standards for aircraft but also regulations concerning ETOPS and flutter (oscillation).
For example, on the 787, the lower hydraulic system temperatures caused by the move to composite wing material and increase in operating pressure mean that when the wings’ hydraulic systems are subjected to high loads, the cylinders expand.
Partnering with a vendor
A complete understanding of application requirements, performance benchmarks, and service life for each component in the system is essential to successfully design elements for today’s aircraft. Sometimes, the best solution requires a complete redesign of sealing systems and even the creation of new materials. Partnering with a vendor experienced in both parts and materials development can help ensure project success.
Just as importantly, hydraulic system designers should insist that vendors be willing to spend as much time as needed upfront to fully understand the unique challenges of a seal’s application. Comprehensive installation recommendations are also an essential step in ensuring the final product moves swiftly through the testing and validation process.
For more information, visit www.tss.trelleborg.com.
Share this information.
Related Posts
The Crucial Role of Cleaning & Sealing Hydraulic Hoses & Tubes

Preventative Maintenance on Roll Formers Saves Money and Time

How Did You Celebrate?
Psst…Your Compressor Is Trying to Tell You Something

2016 Skills Competition

Q&A: Richard Beesley, Commercial Director of Trelleborg’s Offshore Operation in Brazil
Sponsor

Sponsors