Optimizing and Maintaining Hydraulic Efficiency Provides Holistic Business Benefits

Elements of image furnished by Adobe Stock | kstudija
 By Martin Cuthbert, Managing Director, Webtec, www.webtec.com.
By Martin Cuthbert, Managing Director, Webtec, www.webtec.com.
Manufacturers of mobile hydraulic machines often have big goals, hoping to increase market share and harboring ambitions of becoming the market leader. However, achieving this target can be challenging because key personnel have different agendas. Design engineers, for instance, are encouraged to lower the cost of sale (COS) and at the same time reduce carbon dioxide equivalent emissions (CO2e). Meanwhile, sales and marketing professionals want surefire ways to offer something new to maintain a competitive edge. Additionally, service managers wish to enhance reliability. With so many conflicting interests, the task of reaching end goals for mobile machine OEMs may seem daunting. However, here is a decisive path through the maze using a plan to optimize and maintain hydraulic efficiency.
The process begins by partnering with a reputable manufacturer of hydraulic measurement and control products, a move that will help boost brand image, increase sales, and grow the business. A key piece of advice is to seek out a partner with thousands of users including many of the market’s largest mobile machine OEMs. This indicates trust and dependability.
Such a supplier will likely address a range of goals simultaneously, including downtime reduction, safety improvement, warranty claims reduction, and monitoring machine efficiency. Additional objectives include improving control and monitoring the health of key hydraulic components, such as pumps. To turn the concept into reality, Webtec has a proven three-step plan to assess the best combination of maintenance strategies, select standard or custom tools, and garner lifetime support.
Maintaining an advantage
Industry takes advantage of many different maintenance strategies: reactive, proactive, preventative, and predictive. To explain in simple terms the role of each, consider a regular car.
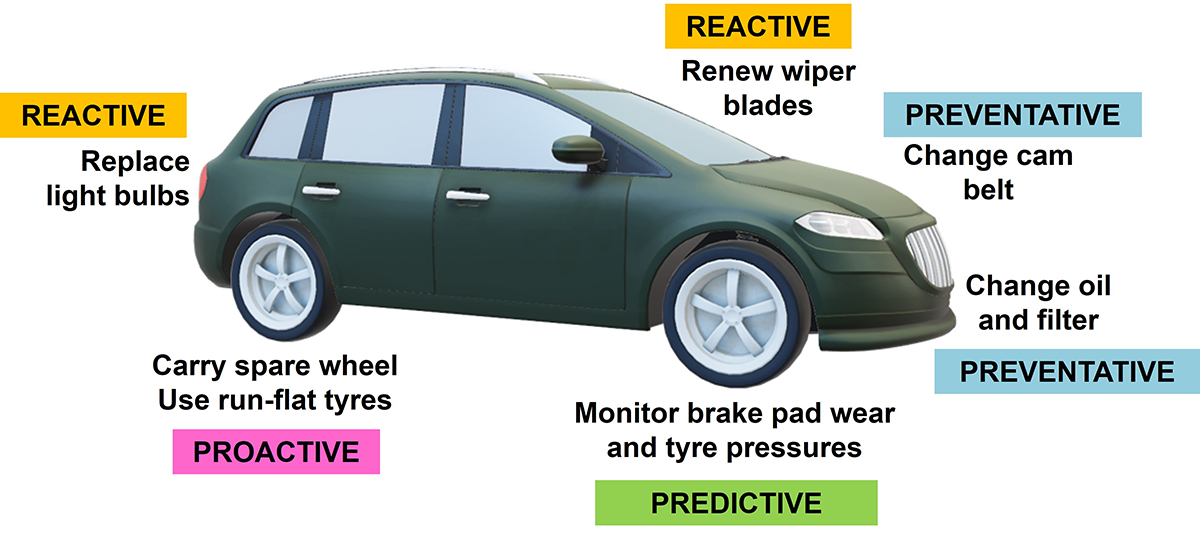
Reactive maintenance is somewhat traditional but still holds value. It involves maintaining a stock level of consumable products such as light bulbs or wiper blades, replacing each expired item at the next available opportunity. In contrast, proactive maintenance introduces a degree of anticipation by providing an on-the-spot solution, sometimes in-vehicle, by carrying a spare wheel or using a run-flat tire.
Preventative maintenance also leverages the concept of anticipation by replacing a worn part regardless of its actual condition after a predetermined number of running hours or miles. Then there is predictive maintenance, where sensors monitor brake pad wear and tire pressure to ensure timely replacements or adjustments based on actual condition before issues arise.
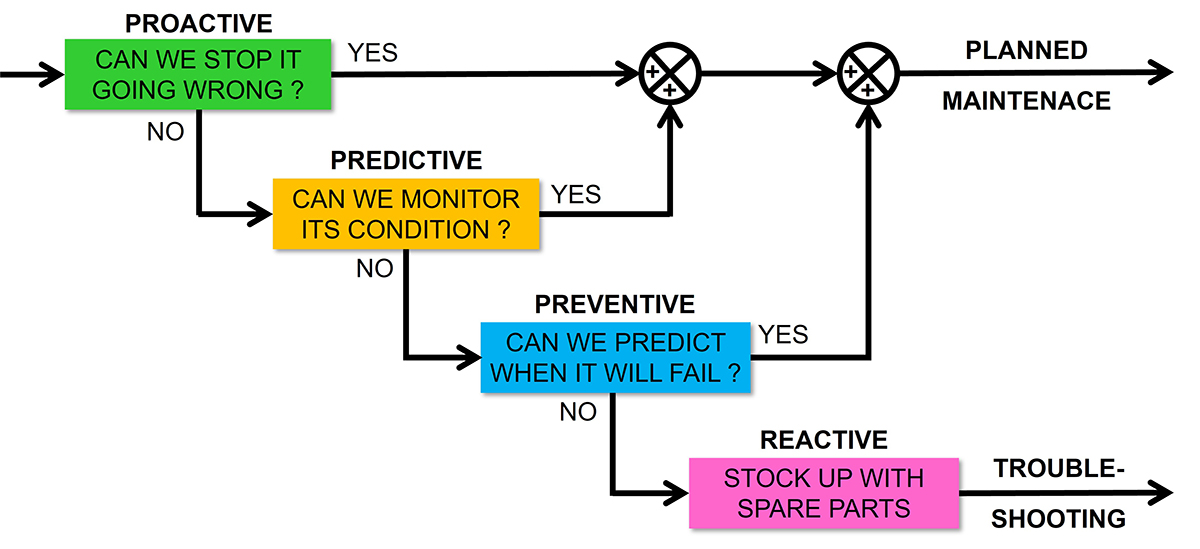
The reality for the OEM service teams of hydraulic mobile machines is that all of these strategies should be components of planned maintenance regimes. To determine which mix works best for each application, there is a simple decision-making hierarchy. It starts with thinking about proactive maintenance; is there a way to stop the machine, sub-assembly, or component from malfunctioning? Is there a way to minimize the consequences of a failure? If the answer is yes, then proactive maintenance provides the solution.
If the answer is no, predictive maintenance enters the frame: is it possible to assess and repair conditions when necessary? Again, an affirmative response indicates predictive maintenance as the optimal solution. Negating this option means considering preventative maintenance: is there a way to estimate failure and implement a fix before it does? A negative response to this question means the last resort is reactive maintenance and a likely troubleshooting exercise.
Often, the right mix of maintenance strategies depends on the cost of machinery downtime. This is dictated by the type of machine and the industry where it’s used. A hydraulic conveyor belt transporting aggregate away from the rock face of a mine may be critical, and downtime could cost $100,000 per hour. In this case, it makes sense to invest in more proactive and predictive solutions, such as duplicate power packs to provide redundancy, kidney-loop filtration to meet target oil cleanliness levels, and oil flow, pressure, and temperature condition monitoring.
On the other hand, it would be hard to justify adding permanently mounted sensors on a non-critical hydraulic system with a low downtime cost of $1000 per hour. In this case, it may be sufficient to perform visual inspections and periodic equipment checks using a handheld digital pressure gauge, as well as rely on a stock of common spare parts to reactively replace when needed.
What’s important is to assess the cost of inconvenience and machine downtime compared with the initial cost of the maintenance equipment, and decide the appropriate maintenance mix based on assessment findings.
Tools of the Trade
A plethora of tools are available to deliver maintenance strategies. This includes condition monitoring devices for hydraulic flow, temperature, pressure, vibration, and hydraulic usage. Portable testers/multimeters and handheld data loggers are also useful during maintenance operations.
Many standard tools are suitable for everyday hydraulic applications, regardless of the chosen maintenance philosophy. Consider the simple task of checking the flow rate of an excavator pump. Compared with a new pump, the flow rate of a pump showing wear will reduce as pressure increases. It is important to lead a P-Q test by checking the flow of the excavator pump at normal working pressure, and testing how the volumetric efficiency reduces with load. Here, a device like Webtec’s Digital Hydraulic Tester (DHT) features an integral loading valve to simulate working pressure during normal machine operation.
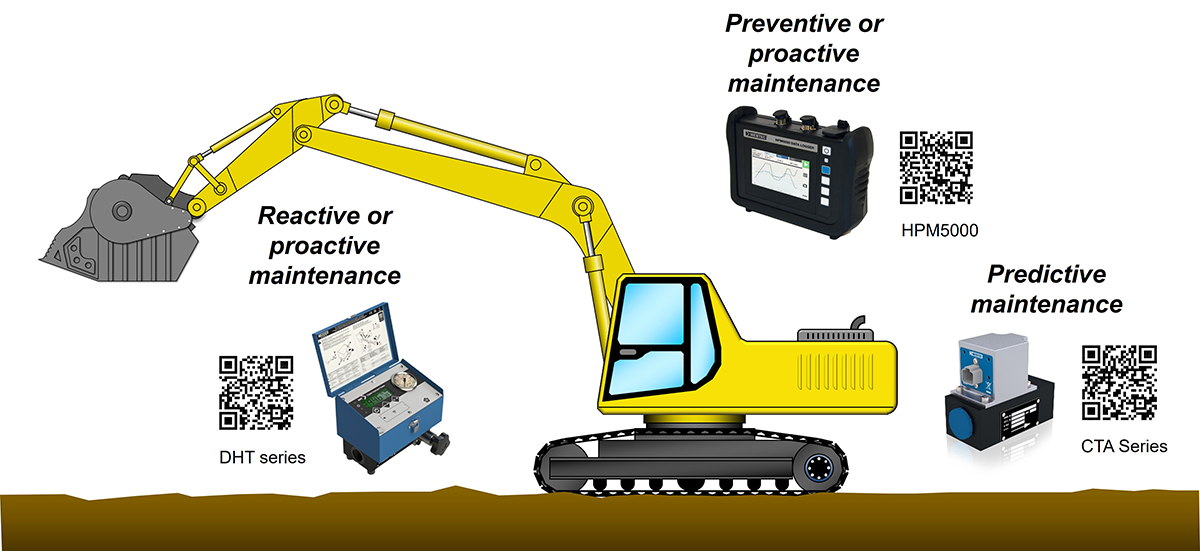
There is a risk of encountering pump failure before replacement, along with a simultaneous need to avoid replacing the pump unnecessarily. So, under a preventative maintenance strategy, when is the optimal time to perform replacement? Examining previous failure data is a good starting point, assessing the number of failures against running hours. To help build a data map, the Webtec range of HPM hydraulic dataloggers can provide solutions for maintenance professionals on three levels.
First, these devices act as pressure dataloggers for simple applications, plugging into any standard pressure test point. It’s possible to record pressure levels for up to 24 hours, with data available for download via a USB memory stick. On a second level, the HPM series can monitor additional system variables including pressure differential, flow rate, temperature, rpm, and frequency. Users can therefore leverage the datalogger’s capabilities for hydraulic system set-up and more intensive fault finding. Again, data is downloadable via USB.
At a higher level, these instruments are suitable for multi-channel CAN bus communication or inputs from analog sensors, providing the capability to monitor multiple parameters in complex mobile and industrial machinery. This is particularly useful for prototype machine assessment activities such as identifying potential issues associated with high-inertia loads.
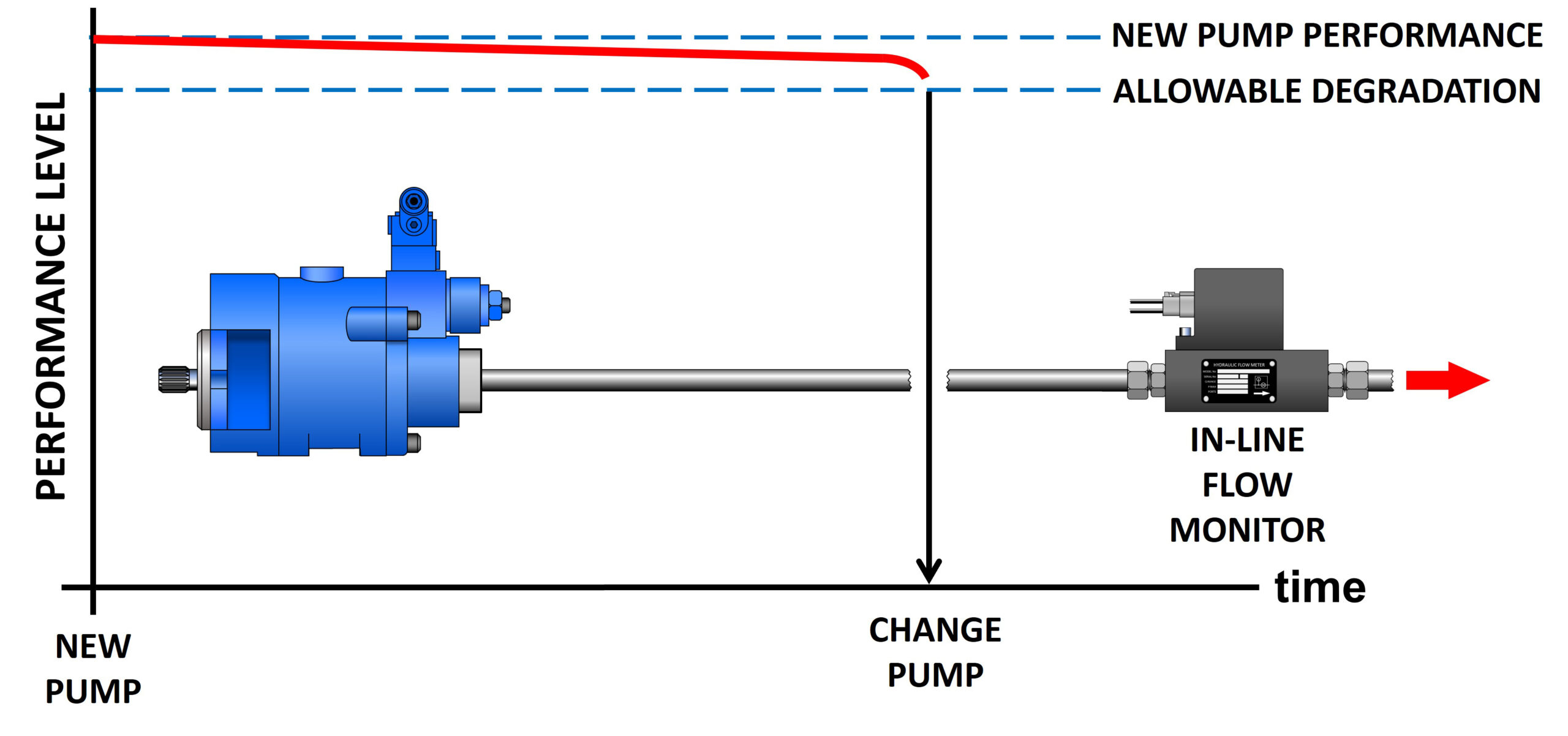
Adopting a predictive maintenance approach means introducing continuous online monitoring of the excavator pump. By defining the performance benchmark for a new pump, it becomes possible to set an allowable level of performance degradation as running hours increase. Using a Webtec CTA in-line hydraulic flow monitor, maintenance professionals can see when the pump reaches the maximum allowable level of performance degradation and replace it accordingly. This type of flow meter offers permanent installation on the mobile hydraulic machine, from where it transmits data to the cloud to view current system performance. Hydraulic flow is a critical component of calculating the overall energy efficiency of the pump.
Although a broad spectrum of standard tools is available, recent years have seen inquiries for custom products elevate. The task of customization demands the design and manufacture of a better hydraulic measurement or control solution. This is achieved typically by improving product fit, form, or function to suit a specific application.
When it comes to hydraulic measurement and control products, there isn’t always a one-size-fits-all solution available off the shelf. When a specialty solution is necessary, the OEM has little choice but to seek expert suppliers able to provide custom solutions. As many mobile machine developers subsequently discover, there are few companies able to deliver the required levels of innovation, quality, and speed of turnaround to meet the demands of important hydraulic projects. Furthermore, many assume the process will be arduous, with high levels of complexity and long lead times.
Webtec takes a different approach, making the route to product customization straightforward. In many instances by following its Make it BLUE® approach, the company can take the best-fit standard product and apply customization according to requirements. Mobile hydraulic machine OEMs no longer have to compromise on functionality.
Chance of a Lifetime
After assessing the best combination of maintenance strategies and deciding between standard or custom tools, the third and final step of the process is to get lifetime support. Following product delivery, the potential to receive continuous training and advice is paramount for ongoing success when implementing optimal hydraulic efficiency.
With these three steps, design engineers better understand the machine’s requirements. The sales team also becomes confident in its promotion, and service technicians know how to best plan maintenance. Benefits arise for the end-users of mobile hydraulic machines, including lower energy consumption, reduced downtime, and higher output. Highly satisfied end-users typically equate to repeat business and enhanced brand reputation.
Share this information.
Related Posts




Sponsor

Sponsors