Case Study: Building Seaworthy Hydraulic Cylinders

By Peter Claessens, Customer Support & Supply Chain Manager, Danfoss Power Solutions.
Floating liquefied natural gas vessels are used in offshore operations to produce and store liquefied natural gas before it’s transferred to tankers for transport to the mainland. To ensure the stability of these vessels, large hydraulic cylinders are often deployed in mooring tensioner systems.
A floating liquefied natural gas (FLNG) compression and storage vessel for a high-profile offshore venture in West Africa needed 12 custom cylinders for its mooring tensioners. There were a number of requirements for the project: the cylinder supplier had to be capable of and highly experienced in producing extra-large custom hydraulic cylinders; it needed to have technically advanced, reliable solutions that would withstand the corrosive saltwater environment for decades of anticipated use; and it needed to be a collaborative partner to ensure project success.
The company found its solution with long-time cylinder manufacturer Eaton Hydraulics, now part of Danfoss Power Solutions. At work in some of the world’s toughest applications across demanding sectors like oil and gas, civil engineering, and discrete manufacturing, Danfoss’ extra-large hydraulic cylinders are known for their quality, reliability, and advanced technology.

Mooring tensioners provide stability in brutal sea conditions.
Project challenges
Off the coast of West Africa, the FLNG vessel played a crucial role in a venture the company was supporting. Any issue with the ship’s stability could disrupt the entire project, creating not only safety concerns but also a considerable loss of time and money for all the stakeholders involved.
With the stakes already high, the company’s requirements created some unique technical challenges. The mooring system, which compensates for the motion of the waves, called for extra-large cylinders in an atypical horizontal orientation, requiring a custom solution. Brutal offshore conditions complicated matters. Not only did the cylinders have to withstand continuous exposure to saltwater and sea spray, they also had to endure blowing sand from the Sahara desert in high wind conditions. With project operations expected to run for up to three decades, the solution had to perform well and be incredibly resilient.
Engineers from Danfoss collaborated closely with the company for several weeks to develop a custom system. This close working relationship enabled Danfoss engineers to gain a thorough understanding of the company’s requirements and design the best solution.
Starting with the basics, 12 carbon steel hydraulic cylinders with built-in accumulators were specified for the FLNG vessel mooring system. Featuring a 600-millimeter diameter and 4,500-millimeter stroke length, the sizable cylinders have a design pressure of 230 bar (3,335 psi). Each is equipped with high-grade stainless steel piping and manifold blocks.
The team next turned to solutions for corrosion protection, a critical consideration for cylinders used in offshore environments. Corrosion can impair cylinder performance and even lead to failure, resulting in unwanted downtime while raising safety and environmental concerns. Costs can skyrocket with even one day of downtime in offshore installations, emphasizing the importance of equipment reliability and ease of maintenance.
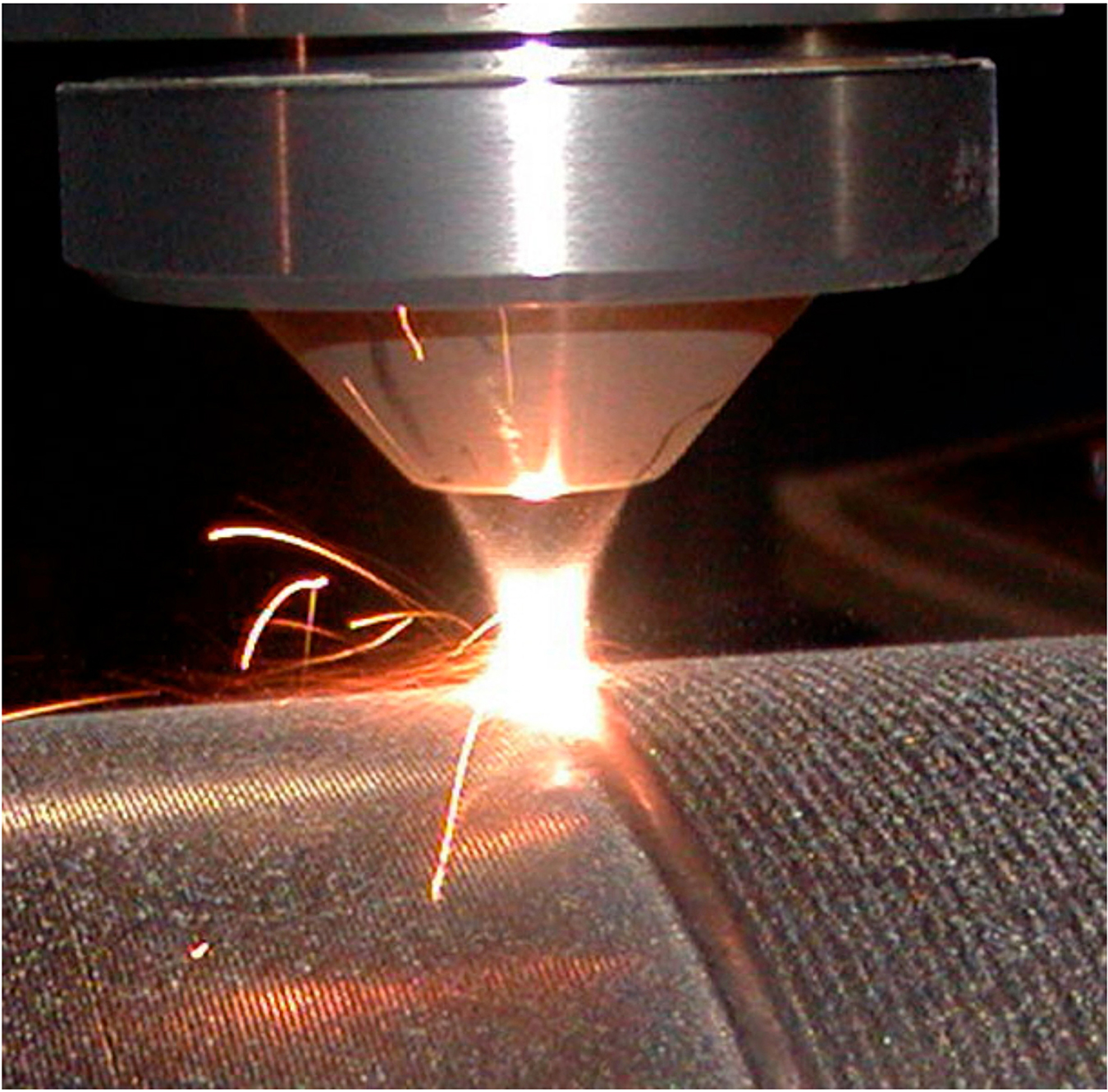
Applying Eatonite anticorrosion cladding.
Corrosion protection
Danfoss’ Eatonite anticorrosion laser cladding was specified as the cylinder rod coating. This proprietary, high-performance coating offers superior corrosion resistance in saltwater operations as well as optimized wear, scratch, and impact resistance. The material is very dense and allows no access to the base piston rod material, which is the usual cause of corrosion and coating failures. Originally developed for hydraulic riser tensioning systems on offshore platforms, Eatonite laser cladding was the first anticorrosion coating technology to earn DNV certification. The technology has been proven through more than 10 years of use in the field with no failures.
Laser cladding offers both short-term and long-term economic benefits. As a field-
repairable coating, laser cladding significantly reduces maintenance costs and minimizes downtime. Typically, cylinders would need to be dismantled and sent to a repair facility for recoating, but laser cladding enables technicians to perform repairs in situ using common welding processes. Long term, the increased durability of properly designed equipment reduces operating expenses and total cost of ownership.
Laser cladding produces a metallic coating with a strong metallurgical bond between the coating layer and substrate material. Using precise, state-of-the-art lasers as a controllable heat source, metallic powder is injected into the system by nozzles. Energy from the laser beam produces a shallow, molten cladding pool. Filler material powder is injected into the beam and the pool. As the laser beam passes through the area, the cladding pool solidifies rapidly, leaving the desired buildup of cladding material with minimal dilution of the base material. The cylinder rod is then turned and polished to the final surface parameters. The result is a protective coating with high ductility, resistance to bending, high strength, no cracks or pores, a smooth substrate adhesion, and uniform coating thickness. Depending on the cladding material, the rod coating can also be chemically inert, providing the highest level of corrosion protection.
Cylinder piston rods require a surface that is highly resistant to wear and scratches due to the different conditions in which they operate. Eatonite laser cladding is hard at the outer surface but follows a smooth transition curve at the heat-affected zone. Other coatings may be either soft at the surface, indicating low wear resistance, or reach a plateau just below the surface, signifying possible issues with disbonding or delamination.
Hydraulic cylinders in offshore applications are subject to impact damage from swinging chains and cables, falling and floating debris, or dropped equipment. These impacts can produce unwanted nicks, dents, and cracks, potentially leading to corrosion and leakage. To prevent this, properly applied and processed laser cladding can provide high impact resistance, allowing up to 30 Joules (22 foot-pounds) of energy without cracking. In nontechnical terms, when struck with a ball peen hammer, laser cladding may dent but will not crack. Furthermore, with a bond strength exceeding the strength of the steel-base metal, laser cladding will not spall or chip.
Laser cladding has the necessary performance criteria to replace traditional coatings used in offshore applications. However, care should be taken in its specification as not all coatings perform equally. Additionally, the selection of an experienced applicator and the definition of the proper performance criteria are as important as the coating material choice.
Laser cladding can be supplied in combination with an integrated stroke measurement system. Where traditional stroke measurement systems are limited by length, Danfoss’ Hypos system can be used on infinite stroke lengths. The Hypos system also eliminates the need for deep hole drilling of the rod to encapsulate traditional measurement systems.
The Hypos stroke measurement system enables operators to know the position of the piston in the cylinder at any moment. This capability allows early detection of leaks in the cylinder, making it possible to deal with issues promptly. Without such a system, the first sign of a problem would be performance loss or even sudden failure.
Delivery
Having collaborated to design the best possible solution for the FLNG mooring tensioners, the teams next faced the challenge of building and delivering the 12 large cylinders with just a 10-month lead time. Manufacturing was carried out at Danfoss’ facility in Eindhoven, the Netherlands, home to a team of skilled assembly technicians and machining operators as well as a state-of-the-art test complex.
Due to the combination of exceptional corrosion protection and an advanced sealing system, the Danfoss solution can withstand the application’s harsh environment, substantially extending the lifetime of the mooring tensioners and enhancing operational safety. At the same time, the solution lowers total cost of ownership by minimizing the risk of unplanned maintenance or equipment downtime. •
Share this information.
Related Posts




Sponsor

Sponsors