Coil Lifting Circuit on a Rolling Mill Will Not Lower the Coil
By Robert Sheaf, CFPAI/AJPP, CFPE, CFPS, CFPECS, CFPMT, CFPMIP, CFPMMH, CFPMIH, CFPMM, CFC Industrial Training.
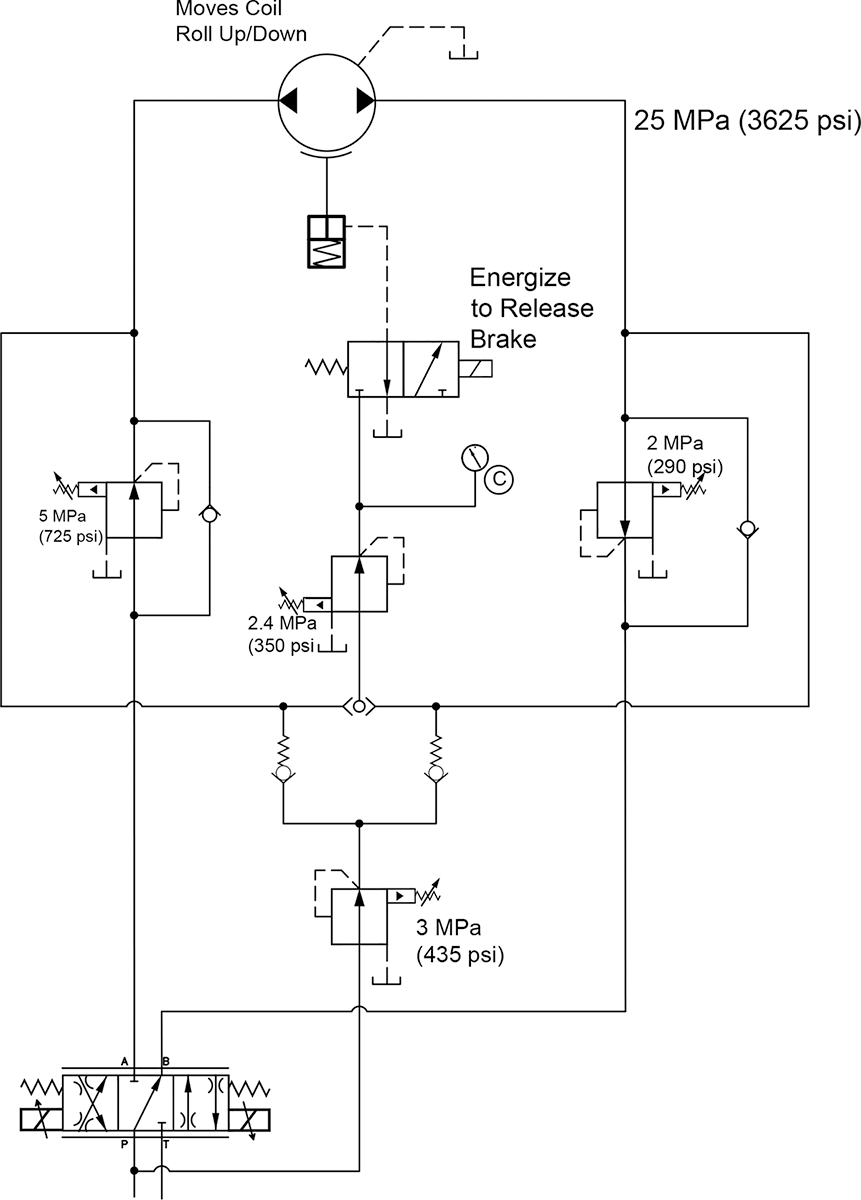
A steel mill that takes large coils of automotive sheet metal, uncoils and runs it through a coating process. It is then recoiled after the process is finished. The hydraulic circuit the customer provided is attached. (Many times they are not accurate, but it’s a place to start). The hydraulic drawing shows a unique setup for the motor brake circuit and uses pressure-reducing valves to keep pressure on the outlet of the motor.
A problem developed where they could raise the coils but could not lower them properly. They found if they held the lower function energized the roll would slowly creep down the full distance and then they could raise with no problem. They felt the proportional valve was at fault but replacing it with a new one did not help.
What do you think is the solution to the problem?
See Solution
Robert Sheaf has more than 45 years troubleshooting, training, and consulting in the fluid power field. Email rjsheaf@cfc-solar.com or visit his website at www.cfcindustrialtraining.com. Visit fluidpowerjournal.com/figure-it-out to view previous problems.
Share this information.
Related Posts
Sponsor

Sponsors