Multi Pressure Press Pump Exploded
By Robert Sheaf, CFPAI/AJPP, CFPE, CFPS, CFPECS, CFPMT, CFPMIP, CFPMMH, CFPMIH, CFPMM, CFC Industrial Training
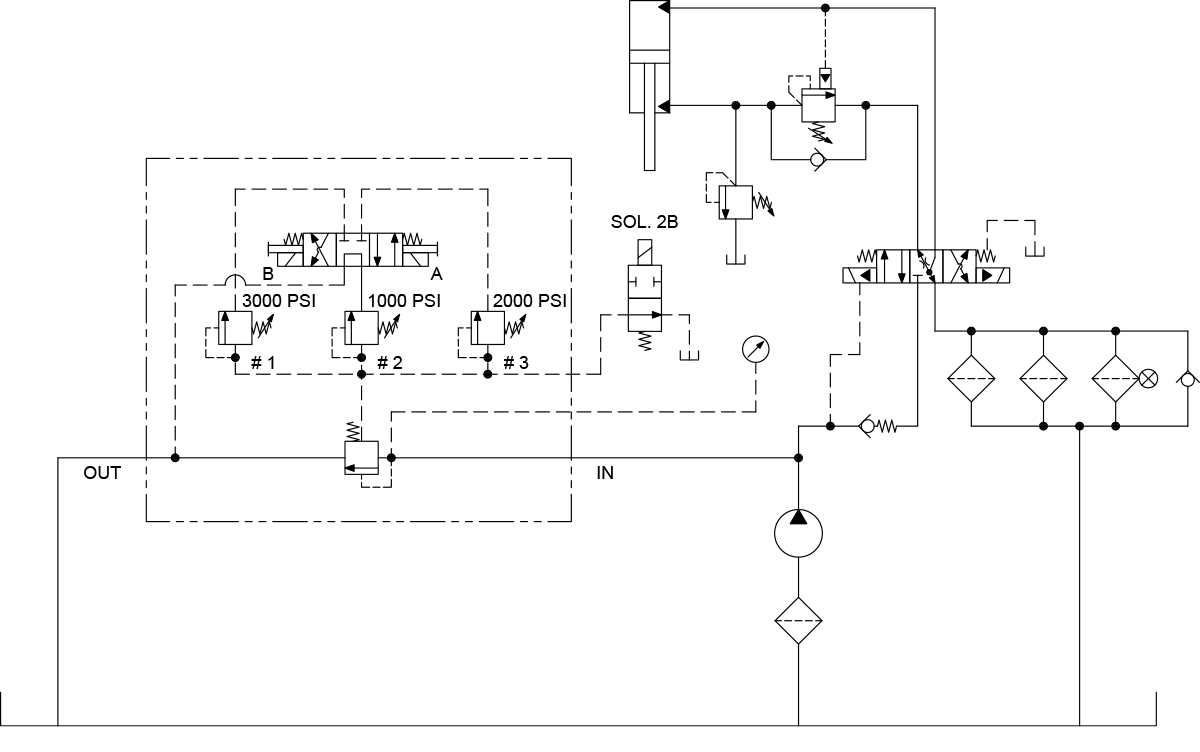
The attached circuit on an older 75-ton press worked well for years. The vane pump had a 105 GPM output driving an 8″ bore cylinder with a 5½″ rod. They produced three distinctive designs of formed hi-strength plates for truck side panels. The plates reduced the damage that occurred during an accident. The force needed for each plate varied so the designer of the hydraulic system used a solenoid-controlled tri-pressure relief valve with unloading valve 2B for idle conditions.
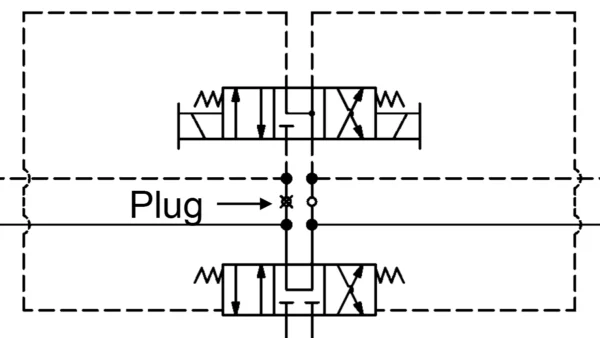
A problem developed with the 3-position directional valve that controlled the tri-pressure relief. Its spool was worn to the point that they could not get the maximum pressure of 3000 PSI. But the 1000 and 2000 PSI worked well. They found a different brand valve in stock that had the same 3-position tandem center port setup and they concluded that it should work fine.
When they started up the system and shifted the valve manually with a Phillips screwdriver, the pump blew one side out. Luckily, no one was hurt.
What did they do to cause this problem?
See Solution
Robert Sheaf has more than 45 years troubleshooting, training, and consulting in the fluid power field. Email rjsheaf@cfc-solar.com or visit his website at www.cfcindustrialtraining.com. Visit fluidpowerjournal.com/figure-it-out to view previous problems.
Share this information.
Related Posts
Sponsor

Sponsors