A Brief Overview Of Corrosion-Resistant Piston Rod Coating Technology
By Bilal Said
The large hydraulic cylinders used for dam gate and other valve opening and closing applications typically are expected to last from 30 to 50 years. In recent years, however, an increasing number of hydraulic cylinders are failing in the field due to piston rod corrosion.
A fairly common example is the failure of plasma spray coated piston rods cited by the U.S. Army Corps of Engineers Engineering Construction bulletin on Jan 15, 2009. Unfortunately, laboratory tests do not predict the complete failure modes for these brittle mechanically bonded coatings.
When rod coatings are compromised, they expose the rod substrate to corrosion attack. Corrosion can occur in a number of forms such as uniform, pitting, crevice, galvanic, stress, or other types.
Piston rod coatings are difficult to repair and replace when they fail. It usually can be done, but in most cases it is an unplanned expense that requires special approval and can take months of coordination and execution. Once approved, typical times for the actual repair can be anywhere from three weeks to several months.
Piston Rod Coatings
Electroplated hard chrome coatings can be applied to the surface of piston rods in various thicknesses. Chrome acts as a wear-resistant coating with good lubricity partly because numerous micro-cracks in this coating help capture hydraulic oil, which improves rod seal lubrication. Those micro-cracks, however, also are passageways for the atmosphere to gain access to the base material.
Plasma spray piston rod coatings are applied with a spray gun that impinges the powder on to the substrate. The speed of the deposition process results in a porous, lamellar grain structure with particles being flattened at the site of impact on the piston rod surface. In most cases sealants are used to close the porosity.
Plasma spray coatings are generally brittle. Since they are mechanically bonded, factors such as substrate cleanliness, kinetic energy, temperature, powder properties, cooling rates, and others all influence bond strength.
Thermal spray piston rod coatings such as HVOF (High Velocity Oxy-Fuel) use an oxygen fuel mixture that is ignited in a combustion chamber and propelled with the powder on to the piston rod surface at high kinetic and thermal energy.
The coatings generated are usually denser and less porous and brittle than plasma spray coatings. Although adhesion is better than plasma spray, these coatings are still mechanically bonded and typically exhibit a lamellar grain structure.
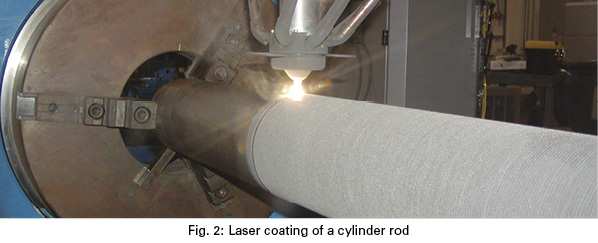
Plasma transfer arc (PTA) welding and laser cladding both create a fusion weld attachment with the piston rod surface that has excellent adhesion. The deposited metallic coating is far more ductile than plasma or thermal spray coatings. This gives it an ability to absorb impact and handle abrasive scratches without adjacent cracking and bending from long piston rods.
The PTA process imparts more heat to the surface than laser cladding, which can affect coating hardness, increase iron pickup from the substrate, and cause piston rod distortion. Fusion clad coatings generally are not as hard as plasma and thermal coatings, but when applied properly with the correct choice of coating material, they provide excellent corrosion resistance.
Other Factors
Coated piston rods need to be finished to produce a surface roughness profile that will optimize rod and seal life without compromising the coating’s anti-corrosion properties. Surface finish parameters including average maximum profile height, bearing ratio, skewness, and some others need to be carefully specified and controlled to assure optimum performance in the field.
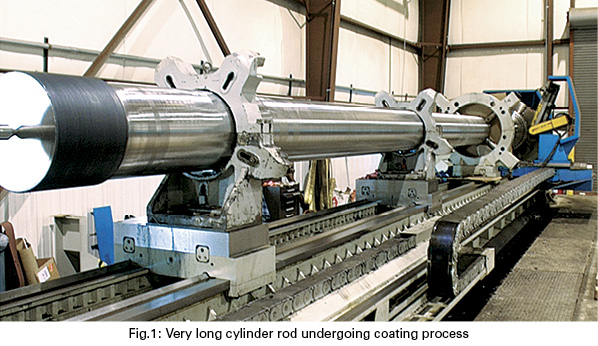
Application-specific structural integrity considerations, including the diameter of the rod and the material from which it is fabricated, also influence the selection of coating technologies and materials. For example, a long-stroke piston rod can bend with its own weight due to piston rod sag creating micro-cracks in brittle coatings.
The duty cycle also must be considered. Some applications require constant motion while others need only a few cycles a day or even less. In hydropower applications, seasonal variations typically play a role on the extent and frequency of stroke.
Every application has its own set of challenges including static and fatigue generated by shock, vibration, side load, eccentric loading, torsion, and buckling. In addition, factors like rod orientation, length and diameter, temperature, geographic seismic requirements, as well as the rules of governing bodies such as the Det Norske Veritas (DNV), ABS, DV, Lloyds, and others, all have a influence on the coating choice and performance.
The Coating Certification Process
Meeting the Joint Industry Project’s (JIP) “Guideline For Qualification Of Wear And Corrosion Protection Surface Materials For Piston Rods” through the joint industry standards 3247 and 3295 is the “gold standard” for Highly Corrosion-Resistant Alloys (HCRA). Eaton’s recently completed DNV certification of its Eatonite™ laser cladding as an HCRA provides an example of how the process works.
Eaton started by performing extensive powder coating and application technology testing and analysis to identify the combination that optimally addressed customer requirements. Results were evaluated for robustness of cladding processes, corrosion resistance, coating hardness, ductility, process control, and metallurgical evaluation.
Most of the pre-evaluation work was done in conjunction with the DNV laboratories in Høvik, Norway, and Columbus, Ohio. Through this process, Eaton developed its own exclusive powder and proprietary laser application processes to optimize cladding performance.
The DNV certification was divided into three key phases. In the first phase, DNV reviewed the background documentation related to the technology and the manufacturing procedure specifications. As a part of the certification basis, a critical parameter list was developed. Typical documentation included
- design basis including description of the technology, functional limitations, and main data, reliability targets and acceptance criteria, reference of applicable codes and authority requirements;
- principles of storage, transportation, installation, commissioning, operation, maintenance, and abandonment;
- interface requirements;
- environment;
- functional loads;
- principles of manufacturing and quality assurance;
- data sheets for chemical pre-treatment products and masking material where applicable; and
- coating applications (including control of essential process parameters and instrument settings).
The purpose for this phase was to understand and review the documentation of the critical parameters and overall certification plan, and identify key challenges and uncertainties.
The second phase of the certification process consisted of on-site audits of the coating procedure during the manufacturing and finishing process. During the onsite audits, a review of the quality control measures and acceptance criteria for the finished Eatonite clad coating was conducted. The purpose of this phase was to ensure that the coating tested during the certification was representative of the metallic cladding.
The final phase confirmed that the functional requirements and target reliability/functionality as stated in the guideline can be met through the battery of prescribed tests per JIP 3247. Eatonite successfully completed all three phases and was certified as the first, and to date the only, cylinder coating to fulfill the “Guideline For Qualification Of Wear And Corrosion Protection Surface Materials For Piston Rods.”
In practical terms, that means the coated cylinder rods deliver the mechanical performance of traditional SAE 4130 steel piston rods, combined with the corrosion resistance expected for materials like Inconel 625, giving customers the best attributes of both materials.
The involvement of international organizations like DNV working cooperatively with industry leaders promises a new generation of HCRA coatings. Corrosion may be an inevitable natural process, but new materials and technologies like Eatonite are giving engineers and end users improved tools for the fight to control it.
For more information, visit www.eaton.com
Share this information.
Related Posts





Sponsor

Sponsors