Case Study: Reducing Contamination in a Hydraulic Grinder
 By Otto G. Knottnerus, President, Harvard Corporation
By Otto G. Knottnerus, President, Harvard Corporation
A Midwestern engine manufacturer was experiencing high contamination levels in the hydraulic oil of a hydraulically driven grinder. The company has several of these high-precision grinders that allow them to meet very demanding standards where tolerances must be within ten thousandths of an inch. To meet these tolerances, precision servo valves must be used to control the hydraulic actuators. These valves are extremely sensitive to contamination, so maintaining a high level of cleanliness is critical to accurate machining.
The company prides itself on making high-quality products, and it was clear that the contamination issue had to be addressed. Changing the oil only provided temporary relief. Replacing the high-pressure filters every seven to ten days – at $420 each – was not able to maintain the necessary ISO cleanliness standards for the servo valves. The situation demanded action.
The company considered shutting down the machines to completely flush the hydraulic system. This would mean extended downtime, the purchase of flushing fluids, along with the cost of new oil. This option was not acceptable.
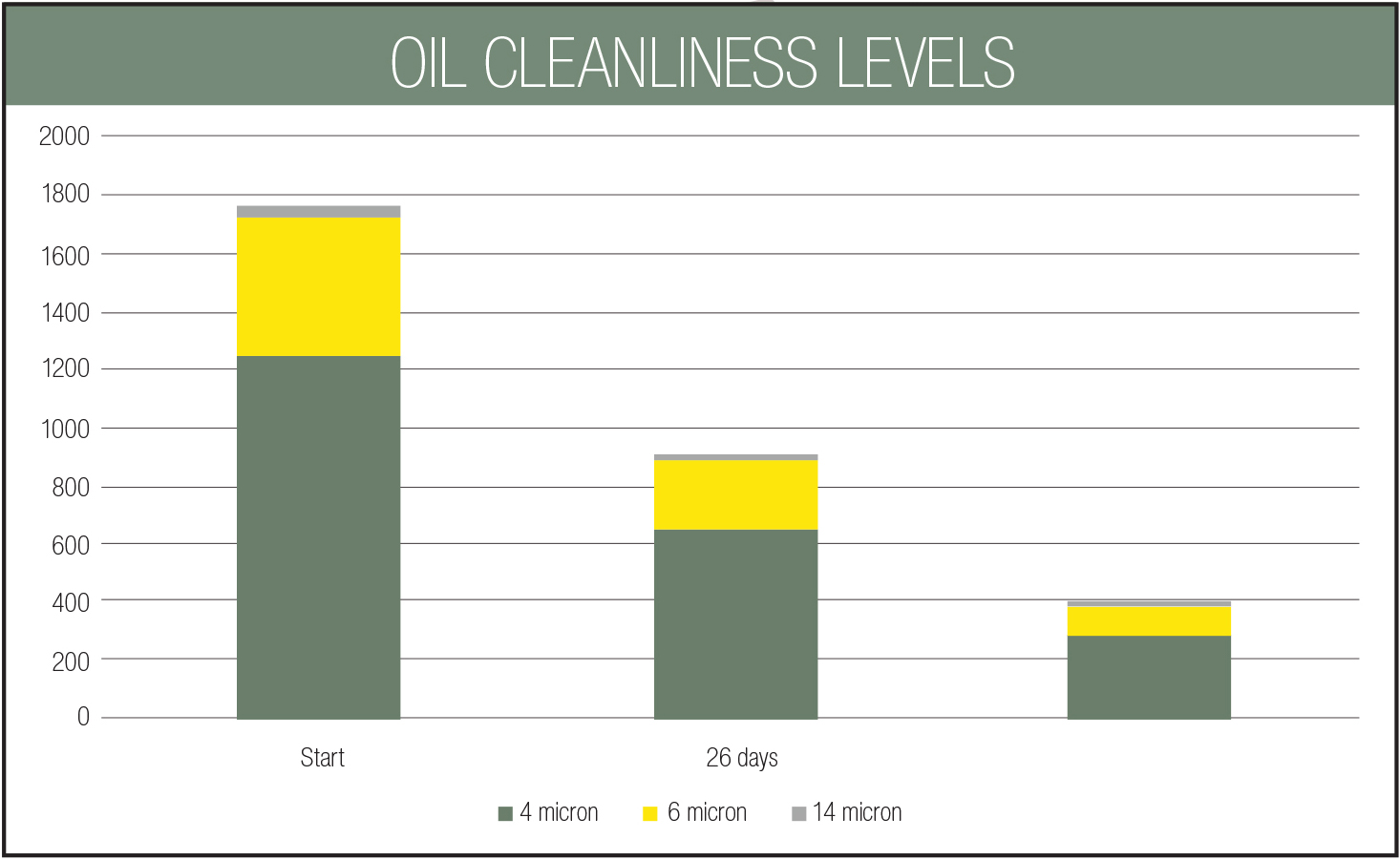
Further research indicated that the system needed improved filtration to keep the oil contamination levels at the ISO code of 17/15/12 as recommended by the servo valve manufacturer.
The company decided to try one Harvard tee-frame kidney loop system for a 60-day evaluation period. As the chart on the next page shows, the oil was cleaned to a level that exceeded the ISO standard. This did not require any downtime, and all the oil was cleaned without needing to change the Harvard filters. Because the hydraulic fluid stayed in service during the filtration process, the entire hydraulic system was cleaned of contamination. This included the cylinders, motors, and hoses along with the servo valves. The expensive, high-pressure filters did not need to be changed during this time, reducing downtime and material cost. The result was a reduction of 78% in the 4-micron-size material, the small silting contamination that is the principal cause of servo-valve failure. The dirt-holding capacity of the Harvard system extended the life of all the hydraulic system’s filters, including the high-pressure low-micron filters. The Harvard system achieved a cleanliness level of ISO 15/14/10 and provided the customer with a return on investment in less than six months.
 After the test demonstrated the performance of the Harvard system, the company outfitted five other companion machines with it. An additional benefit is that the Harvard filters can be changed without interrupting production.
After the test demonstrated the performance of the Harvard system, the company outfitted five other companion machines with it. An additional benefit is that the Harvard filters can be changed without interrupting production.
Oil contamination control with a Harvard kidney loop system resulted in savings for the company in several ways. It eliminated costly servo valve failures. It reduced the cost of replacing the high-pressure filters by allowing them to last 6 to 10 times longer. It reduced unscheduled downtime and, consequently, increased production uptime. The service life of the oil increased, which reduced the cost of oil changes. There was also a reduction in the cost of labor for maintenance.
Share this information.
Related Posts



Sponsor

Sponsors