Hydraulic Controls and Filters for Custom-Formulated Concrete

ProAll Reimer Mixers operate on an entirely different principle than does the typical concrete truck one might see on the road. Instead of mixing the cement, aggregate and water while on the road, a Reimer Mixer delivers the constituents to the job site in separate bins and mixes them on-the-spot. This approach offers several advantages, including the ability to deliver concrete over long distances to remote job sites and the ability to control the composition of the concrete precisely as it’s delivered, including the addition of various other materials for special purposes, such as fiber, color, and other chemical admixtures.
Additives to Concrete
The purpose of adding a colorant is self-explanatory, but other materials are routinely added to concrete to achieve specific characteristics. For example, glass, steel, synthetic and natural fibers can reduce the permeability of the concrete to reduce water bleeding, help control cracking during drying, and improve pumpability, impact, abrasion, freeze-thaw and shatter resistance. To achieve the desired properties, though, the fiber component of the fiber/concrete composite must be carefully controlled, with fiber typically being 0.1 to 3.0 percent of the total volume.
Chemical admixtures fall into six basic classifications:
- Air-entraining – to improve freeze-thaw resistance
- Water reducing – to produce a stronger concrete and to provide more consistent setting times
- Retarding – to counteract the accelerating effects of hot weather
- Accelerating – to counteract the effects of cold weather
- Plasticizers (superplasticizers) – to increase the fluidity of concrete
- Specialty admixtures – for specific purposes, for example, a corrosion-inhibiting chemical to retard corrosion of steel reinforcements.
Hydraulic Control System for Admixture Proportions
 As was the case with the addition of fiber, the proportions of each admixture must be carefully controlled to achieve the desired properties in the concrete. Coordinating the motions of the various augers, belts and valves required to achieve the exact mix specified for each batch of concrete requires a sophisticated hydraulic control system with capabilities far beyond the simple directional valve and motor arrangement used on a drum-type mixer.
As was the case with the addition of fiber, the proportions of each admixture must be carefully controlled to achieve the desired properties in the concrete. Coordinating the motions of the various augers, belts and valves required to achieve the exact mix specified for each batch of concrete requires a sophisticated hydraulic control system with capabilities far beyond the simple directional valve and motor arrangement used on a drum-type mixer.
ProAll’s newest model, the Commander™, uses a multi-valve manifold to control the belt that delivers materials to the mixing auger in exact quantities, according to a program entered into the system’s computer control via a touchscreen.
The hydraulic system consists of a pair of load-sensing piston pumps, one supplying 30 gpm for the mix-auger, and the other supplying 20 gpm to the belt circuit. A gear-type charge pump is also included in the semi-closed-loop system. Maximum operating pressure is 3,600 psi, with the mixing auger typically operating at 2,500 to 3000 psi, and the belt circuit at 1,500 psi. Control is provided by two banks of proportional valves mounted on low-profile manifolds.

The precision valves needed to achieve the necessary level of control require effective fluid filtration. ProAll has standardized the Eaton HP171-0011 pressure filters for the 100 or more Reimer mixers they build each year. These are high-pressure, cartridge-type filters equipped with 7-micron, Beta 1000 elements. HP series filters are rated to pressures up to 6,000 psi and maximum flow rates of 180 gpm.
ProAll also replaced the basic fill-cap style 40µm breathers on the Commander hydraulic reservoirs with Eaton MBR110 Mobile-gate™ air breathers.
Share this information.
Related Posts

Hydraulics and Pneumatics Initiatives with the Boy Scouts of America
From Challenge to Solution
Sponsorship Gratitude Plaque Presented to IFPS Chapter 49/50
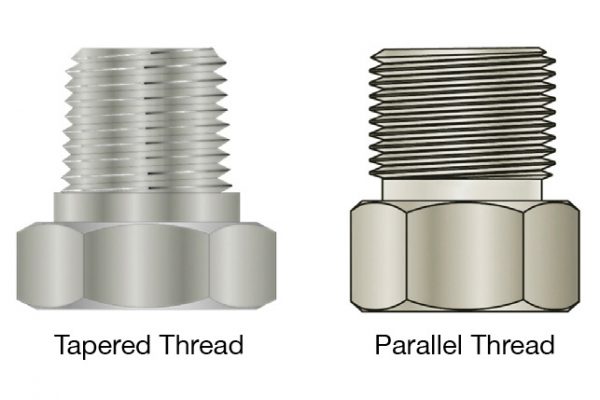
4 Steps to Identify Hydraulic Threads

Preventative Maintenance on Roll Formers Saves Money and Time

Determining the Cause of Excessive Vibration
Sponsor

Sponsors