Random Pick and Place
In 90% of vacuum pick-and-place applications, the product being handled is a known size, shape, and weight. A packaging machine designed to pick up a 20-lb box is designed to do just that: pick up a 20-lb box, which will likely be in production for many years to come. Therefore, the choice of vacuum components is a very simple exercise.
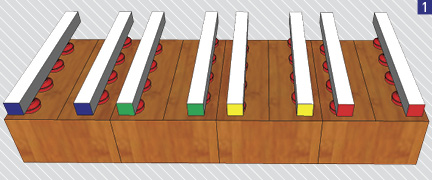
As shown in Fig. 1, this layout illustrates four boxes with the appropriate end-of-arm vacuum tool approaching from above. This tool uses four “zones” highlighted in blue, green, yellow, and red. Each one of these zones can be connected to a common vacuum source, such as a vacuum pump, or be connected to its own dedicated vacuum venturi—very easy and commonplace in palletizing applications.
If this same machine has to handle different-size boxes, however, such as the layout shown in Fig. 2, then problems become apparent very quickly. As you can see, there are now eight boxes that equal the same overall length as the larger four boxes in Fig. 1, but the seams of the flaps (which may or may not be taped) and the gap between the eight boxes will now prevent the end-of-arm tool from successfully sealing against this load, particularly if there is only one vacuum source. If the box weight was only a few pounds, the box flaps were taped shut (enabling vacuum seal on boxes 1, 3, 5, and 7), and each zone had its own dedicated vacuum source, there would be a chance of success. However, the robot that this tool is attached to certainly wouldn’t be able to run at full speed, and this would most likely impact the throughput of the production line.
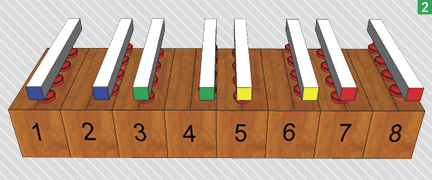
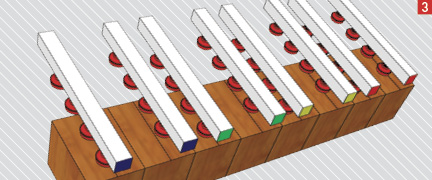
Fig. 3 shows the same tool now attempting to handle the same width of boxes as shown in Fig. 2, but the boxes have a different length. This end-of-arm tool would certainly fail in this scenario, as 50% of the cups on each zone are leaking, and the vacuum pump connected to each zone simply wouldn’t be able to keep up with the leakage from the exposed vacuum cups.
The problem with this scenario of potentially infinite box sizes is that application engineers more often than not resort to an end-of-arm vacuum tool, such as the one shown in Fig. 4. This tool has a single vacuum venturi directly connected to each vacuum cup. Regardless of what cups aren’t sealing on the boxes, the cup that is sealed will gain “full” vacuum. These tools are very common in industry and do, in fact, work very well. Well, at least for the machine builder. The end-user, however, endures the ongoing ownership cost, which can be extraordinary. First of all, there’s the compressed air consumption. Let’s assume that each venturi uses 1.5 cfm. There are 32 units in operation. This equals a total air consumption of about 48 cfm, which equates to about 12 hp or 9 kW. Some would argue this number is reasonable and a normal cost of production. However, with two, three, or even more of these machines in production, it soon gets very expensive, indeed. You then have ongoing maintenance. This can be quite high.
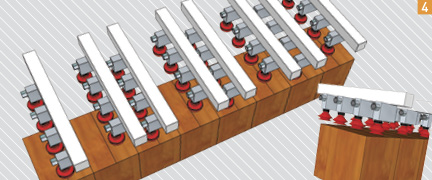
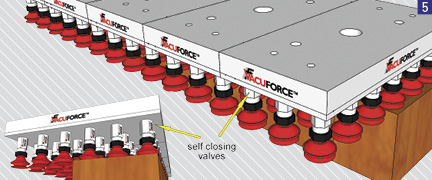
Fig. 5 shows an alternative method for handling multiple-size boxes. This system uses 90 vacuum cups instead of the 48 used on the aforementioned tool(s), which is nearly twice as many. This is like firing a shotgun. You’ll at least get something! With this type of system, you’ll certainly have cups seal on most of the box surface, but more importantly, cups that are not sealed properly will automatically close, isolating the individual cup from the rest of the common vacuum source. This particular tool uses what is known as a self-closing valve. Each cup is connected to the common manifold (five manifolds are shown in this example in Fig. 5) via a self-closing valve. The valve acts very much like a velocity fuse. Too much air flow will push a rubber ball against a sealing seat inside the valve and isolate that individual cup. When the vacuum is turned off (to release the load), a spring will reset the ball and allow the valve to reset.
This method ensures that cups that are sealed against the load will reach full system vacuum regardless of what cups are not sealing. This universal type tool also uses considerably less compressed air or vacuum pump motor power compared to individual venturi, as shown in Fig. 4. A typical tool with about 100 cups will use about 20 cfm, but if used with vacuum intelligence, which turns the vacuum venturi on and off depending on demand (vacuum system level sensing), it could use considerably less.
This type of tool is a good solution for most palletizing applications that require a multiple-size load-carrying ability. Considerations should also be made for filtration to protect downstream vacuum components, such as control valves and pump(s), ease of connecting a vacuum pump hose to a robot tool compared to a compressed air line for vacuum venturi, time of assembly compared to a turnkey offering, and so on.
The need for multiple-size box handling is becoming more and more common as factories try to minimize machine numbers used in their production facilities. Understanding what technology is available is, of course, very important in any machinery choice. The task of handling various-size loads is easy, but having the most cost-effective solution requires a bit more thought than simply choosing what will work.
This article is intended as a general guide and as with any industrial application involving machinery choice, independent professional advice should be sought to ensure correct selection and installation.
Daniel Pascoe is General Manager of Vacuforce LLC, manufacturer and distributor of vacuum components and systems for industry in North America. He can be reached via the Vacuforce website at www.vacuforce.com or directly at dpascoe@vacuforce.com. Find Vacuforce on Facebook and keep updated on Twitter.
Share this information.
Related Posts





One thought on “Random Pick and Place”
Leave a Reply
Sponsor

Sponsors
Thanks , I have recently been searching for info approximately this
subject for ages and yours is the greatest I have found out so far.
However, what about the conclusion? Are you certain about the source?