Understanding The Characteristics of Pressure Regulators
Air regulators are pressure reducing valves. They keep the downstream pressure constant, regardless of fluctuations in either the upstream pressure or the rate of air consumption. This is only true, of course, if the upstream pressure is greater than the downstream pressure.
The two types of pressure regulators are relieving and non-relieving. Relieving regulators will vent downstream gas if the downstream pressure rises above the pressure setting of the regulator. Relieving pressure regulators are not to be confused with pressure relief valves, which are safety valves used to protect the system from an over-pressure condition. For the most part, relieving pressure regulators are used in pneumatic systems to power actuators, air tools, spraying equipment, and blow-off nozzles. Non-relieving pressure regulators are used where the escape of gas or fluid is prohibited because it would create a hazard. For example, allowing a vent to atmosphere of flammable gases such as propane fuel, oxygen (an oxidizer which supports combustion), and inert gases, such as nitrogen, would constitute a hazard.
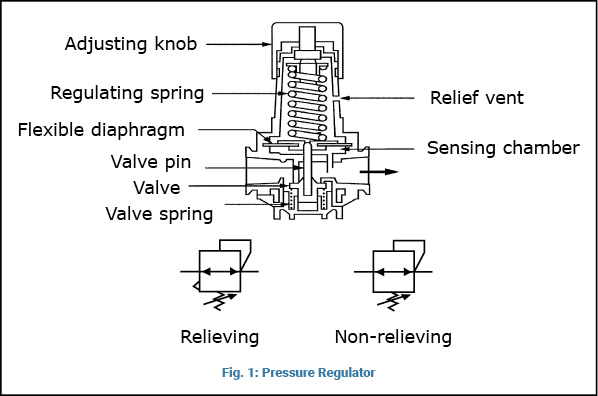
In the regulator shown in Fig. 1, the adjusting knob controls the outlet pressure. Clockwise rotation of the knob increases the spring compression in the upper chamber, increasing the outlet pressure setting. Rotating the knob counterclockwise decreases the spring compression, decreasing the outlet pressure by decreasing the pre-load on the diaphragm. The diaphragm, which senses the downstream pressure, controls the outlet pressure. Downstream pressure acts on the bottom of the diaphragm which then acts upward on the main spring in the upper chamber. When the downstream pressure equals the setting controlled by the main spring in the upper chamber, the valve spring in the bottom chamber closes the valve. When the downstream pressure drops, the spring in the upper chamber opens the valve by applying a downward force on the valve pin. Thus, the pressure is balanced by downstream pressure acting against the pre-load set on the main spring by the adjustment knob.
A relieving pressure regulator regulates flow in order to maintain a given downstream pressure. Remember that pressure is caused by resistance to flow, generally caused by load resistance. Increased downstream pressure may also be caused by a force working back against the actuator, by an increase in the temperature of the downstream air, or by reducing the pressure setting of the regulator. As the pressure downstream of the regulator increases, flow through the regulator is modulated in order to maintain the set pressure. Pressure is sensed at the outlet port of the regulator. As the downstream pressure increases, the diaphragm is forced upward against the spring in the upper chamber, lifting it off the pin that rests under the orifice. This allows the downstream air to vent into the upper chamber of the regulator, and then through a small hole in the side of the regulator body and out to atmosphere. At this point, the flow of air from the upstream port of the regulator is closed. Regardless of the cause of the increased downstream pressure, the downstream pressure should never be greater than the pressure setting of the regulator. This is not the case with a non-relieving pressure regulator.
Assume for a moment that a relieving regulator is connected to a 120 psig supply, and the regulator is set to 80 psig. If the setting is reset to 60 psig, the regulator will vent off enough downstream air to reduce the pressure in the circuit to 60 psig.
Non-relieving pressure regulators throttle the flow of toxic or flammable gasses, which would cause a hazard to personnel or property were they to be vented to atmosphere. Even the venting of an inert gas, such as nitrogen, is a hazard if it is vented into an occupied area, because the nitrogen could displace oxygen to a level below that necessary to sustain life. As with relieving regulators, pressure is sensed on the downstream side of the regulator. If the pressure setting is reduced, or the downstream pressure increases for any reason, the over-pressure gas will not vent to atmosphere. No gas is lost from the circuit.
Precision: Standard grade regulators will maintain the control pressure within two to five psi during normal operation as the air flow demand varies. A precision regulator will maintain the pressure with variations of less than 0.5 psi. The precision regulator will constantly bleed off a small amount of air to keep the flow valve open and active. It also insures that any back pressure is bled off immediately instead of having to increase the pressure above the setting to open the vent of a relieving style regulator. The precision regulator would be used in applications where the need for extreme pressure accuracy, such as a tension control for a paper roller, outweighs the cost of a small continuous air bleed.
Vacuum regulators work in reverse of a traditional regulator. The regulator inlet is the port being controlled. The air flow out of the regulator is at a lower pressure being drawn into the vacuum pump. When the process vacuum setting is achieved, the vacuum regulator will close, blocking any additional flow of the vacuum supply line. If the absolute pressure in the process port is greater than the setting, the valve opens, allowing air flow out of the process line into the vacuum line.
A vacuum breaker is different from a vacuum regulator because it allows atmospheric air to enter the process line. The result is that the vacuum pump will have to remove additional air to increase the vacuum.
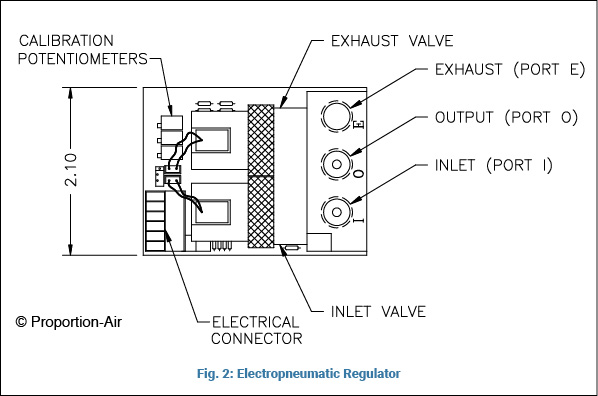
Electropneumatic regulators, like the one shown in Fig. 2, are used in applications that will benefit from adjusting the air pressure based on the machine functions. The electropneumatic regulator typically has two solenoid valves that are connected to the process line. One of the valves is supplied by the main air supply. The other valve connects the process air line to exhaust. The regulator will maintain the control pressure proportional to an electrical control signal. If the pressure is below the setting, the valve on the inlet side opens to allow supply pressure into the process port. If the process pressure is above the setting, the exhaust valve will open to allow the process air to escape.
Efficiency using lower pressure: The volume of air consumed when a cylinder is cycled is a function of the pressure in the cylinder when the stroke is completed and the size of the cylinder. If the air pressure is at 100 psi, the volume of free air is 7.8 times the volume of the cylinder. However, if only half of the pressure was needed to extend the cylinder, and the regulator pressure setting was reduced to 50 psi, then the amount of free air would be only 4.4 times the volume of the cylinder (See Eq 1).

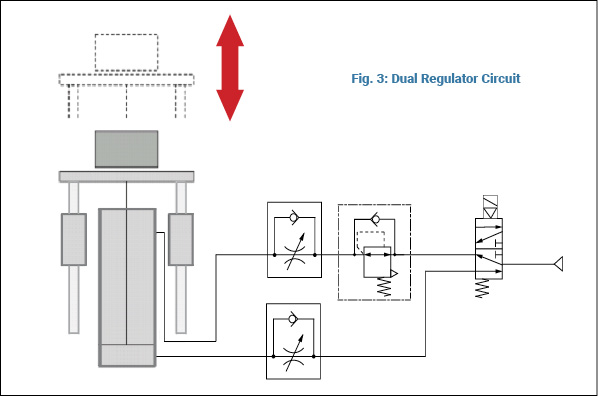
Efficiency using dual pressure: In most applications, the cylinder force is only required in one direction. The pressure required to retract the cylinder is limited to the mechanical resistance of the actuator. Using a separate air regulator on the non-working stroke of the cylinder, set to a pressure only required to retract it, will provide additional savings that will quickly offset the added cost of the regulator and plumbing (See Fig.3).
Remotely piloted regulator: Pilot operated regulators are used when there is a need for adjustable pressure regulation at a remote location and electronic regulators are not practical. Pilot operated regulators are also used in applications where high flow rates or higher pressures are required. Instead of using a mechanical knob adjustment on a spring pushing against the internal diaphragm, the remotely pilot operated regulators use another air pressure source to act on the diaphragm. The pilot chamber may have a larger acting area to create a pilot ratio greater than 1, so low control pressure can proportionally control a much higher service pressure.
TEST YOUR SKILLS
1. Which one of the following gases would use a relieving regulator for pressure control?
a. Air
b. Propane
c. Oxygen
d. Argon
e. Nitrogen
2. For an application that requires continuous pressure adjustment, such as a tensioning function, which regulator would be best suited?
a. Electropneumatic
b. Vacuum
c. Reverse flow
d. Air piloted
e. Non-relieving
What are the correct solutions?
Share this information.
Related Posts





7 thoughts on “Understanding The Characteristics of Pressure Regulators”
Leave a Reply
Sponsor

Sponsors
It’s really a great and helpful piece of information. I am glad that you shared this useful info with us.
It was a helpful information indeed, my question though from the information in the first paragraph that it keeps the downstream pressure constant, irrespective of the upstream pressure variations. Do we have the percentage variation on the upstream pressure, for the constant downstream pressure? My practical experience so far, the downstream do change to a certain amount when the upstream pressure changes. The above has a negative impact as it has caused some plant unavailabilities on the process where we need a constant downstream pressure.
Regards,
Awesome post! Really enjoyed it to be honest.
very good post
Bright Weld Middle Easthas become trusted name in the welding, fabrication, safety industry. It hasreckoned with and when you want to emphasize on quality of industrial equipment, look no further than us.
We are well known generator suppliers in UAE. As the Best Diesel Generator Suppliers In UAE, we offer genuine diesel generators powered by world class engines in Dubai & Sharjah.
https://attestedpowergenerators.com/
Great Post
https://rozagas.com/