Design Considerations for a More Efficient Power Unit Circuit
You’ve determined the power requirement for the next generation of your machine, and you’re ready to size the cooling circuit to achieve optimum energy efficiency. We all know the general rule of thumb: take the product of your pump flow and your operating pressure, and then divide by 1,714. Then, divide by 0.9 to account for the efficiency of the electric motor. Now, you assume 1/3 of the installed horsepower removal for cooling, and you are good to go, right? Well, maybe. Did you consider the full extent of your cooling needs? If the operation cycle has extended lulls, then this is likely sufficient. But what if you are running a constant repetitive cycle?
Heat loads can vary, from such small loads as the excessive warm ambient temperatures on piping and the reservoir to larger heat loads of servo systems, which may double the aforementioned rule of thumb from 1/3 to 2/3 of the installed system horsepower. An ideally sized cooling circuit can adequately cool new machines, but are you sure that all conditions will remain constant years down the road? Heat exchanger fouling factors, component retrofits, cycle-time changes, variations in water temperature, or ambient air temperature swings will all contribute to a skewed range of the original design. In addition, individual component degradation of the pump, motors, and valves will lead to compounding effects requiring greater cooling capacity. So what steps can be taken to ensure that your main drive unit and heat exchanger circuit are properly sized? With the right combination of component selection and circuit design, much of the heat load removal taxing the heat exchanger can be reduced through more efficient components, circuit configuration, and operating modes. On the next page are five quick pointers for more efficient hydraulic power unit performance.
1. Don’t oversize the electric motor.
Over the past decade, manufacturers have standardized on premium efficient motors. Depending on the motor size, this premium efficient design upgrade generally improves efficiency by 5% when compared with its standard efficiency predecessor. This represents a significant energy savings over the course of a year. Yet, conservative designers may choose to over-size the motor in favor of superfluous safety margins. Ironically, the power-generation market tends to be the biggest culprit of this practice. In some cases, we’ve seen motors sized by as much as 20% over the maximum power requirement of the machine cycle. Running with an unloaded pump, a motor will still draw about 1/3 of the nameplate full-load current. This means that during cycle dwell times, an oversized motor could waste up to twice the energy that was saved with the efficiency improvements of the NEMA premium efficiency standards.
2. Select a variable displacement pump instead of fixed displacement, and be mindful of the compensator set point.
Most hydraulic design articles on energy efficiency describe a fixed-displacement gear pump blowing over a direct-operated relief valve as the benchmark for comparison. While seldom put into practice these days, this circuit is analogous to having a variable displacement pump with a compensator set at a value too similar to that of the system relief valve.
If the pump compensator is set just over the system relief valve cracking pressure set point, tandem combination inadvertently performs as a very effective hydraulic heater. This oversight may go undetected; if the system pressure is only slightly above the relief valve’s cracking pressure, only a marginal flow passes over the valve. The actuators will not display any velocity reduction as long as the pump does not reach the compensator setting. The setting inefficiency is only revealed during operation points where the cycle is in a dead head mode. If the hydraulic system has a cooling circuit designed to remove 1/3 of the installed horsepower, you may be masking this inefficiency by simply running the cooling loop continuously.
For optimal efficiency in high-pressure circuits, make sure the system relief valve has the cracking pressure set at least 200 psi above the pump compensator or 10% higher than the pump compensator setting, whichever is higher. For lower-pressure circuits such as kidney loops, check valves should be used for the bypass safety instead of low-pressure relief valves to reduce set-up time and cost of material.
3. Optimize the pump controller for your application.
Over the years, variable displacement pumps have diversified their controller options to better match particular modes of operation. These options range from the general pressure controller to the most efficient electronic controllers, which closely match the load and speed requirements of the machine cycle.
Constant pressure control (Rexroth’s DR controller) is for pressure regulation. The pump compensator is set so the pump’s swash plate angle is de-stroked to zero-degree displacement once the working pressure reaches the regulating pressure setting. The pump supplies the flow necessary to maintain the pressure setting with a small amount of flow lost to pump leakage for lubrication and cooling.
Load-sensing (Rexroth’s DFR controller) is of similar design to the DR controller, but also includes a flow control regulator along with an orifice for a pressure and flow arrangement that will match the speed requirements of the system.
Horsepower control (Rexroth’s DFLR controller) further optimizes energy efficiency for applications such as presses or excavators where high-flow, low-pressure traversing ends with low-flow and high-pressure transitions. The flow and pressure profile always follows a constant horsepower curve.
Integrated electronics control (Rexroth’s DFEE controller) is a sophisticated controller for achieving energy efficiency with variable-displacement axial piston pumps. A closed-loop feedback command utilizes a proportional valve and onboard electronics to swivel the pump’s swash plate angle for optimum following error and accurate response to match the machine cycle needs. This solution offers easy control of speed, pressure, and power control.
4. Use a rear mount heat exchanger for cooling the leakage line.
All of the previous pump controllers have one common inescapable consequence of physics. In order to lubricate and cool the pump’s internals, a portion of the pump’s flow efficiency is sacrificed as leakage. This small flow will frequently be the highest temperature fluid source in your whole circuit. Many people tend to overlook this heat source. A preliminary assumption would be that when the system is dead-headed, there is no heat generation. It is tempting to believe that, with no flow to actuators, there should be no pressure drop loss over valves and thus no need to cool through a return line heat exchanger. However, it generally takes less than a couple of hours of idle operation to discover that the high-temperature switch in the system has tripped.
This problem can be avoided with a separate filter kidney loop. But adding either a piggyback pump or a separate motor pump group will increase the energy consumption by a few horsepower. As an alternative, consider taking advantage of a rear-mount heat exchanger. This unit is a small air-oil cooler that mounts to the back of the main electric motor. It is designed for only small flows of 1 to 2 gpm. The air generated by the electric motor fan of the electric motor is enough to cool the leakage line of a variable displacement pump and thus prevent overheating during long deadhead operations. As a result, you have additional cooling without the expense or power draw from an auxiliary pump.
5. Don’t set the thermostat too low.
All hydraulic fluids will have a temperature range that is ideal for operation. The viscosity grade of a fluid will determine where this should be maintained for your system-cooling parameters. Too often, operators assume that the lower the temperature of fluid, the better. But if you have filled your system with a high-quality VG 68 fluid and have the thermostat set at 100ºF, you miss the most efficient range of your cooling loop.
For example, let’s assume we have a separate filter cooler circuit with a water-oil heat exchanger with 80-degree cooling water maintaining a 100-degree reservoir temperature. In this case, our approach temperature is a mere 20 degrees. The electric motor and pump will therefore operate three times as long as a conditioning system set to maintain a reservoir temperature of 140ºF. This will lead to three times the electric energy usage and three times the cooling water required for system cooling.
By utilizing these design guidelines, it is possible to optimize not only the main system drive power efficiency, but also your cooling circuit efficiency so it performs at its peak levels. So is this the best we can hope for in fluid power efficiency? Is there nothing more we can do to approach an ideal system where we may seem to ask the laws of physics to look the other way during certain modes of operation? Unfortunately, any power input in excess of the work output inevitably must be addressed by an adequate heat removal process. We can’t design a perfectly efficient system, but there are three application areas that are taking energy efficiency in fluid power to a new level.
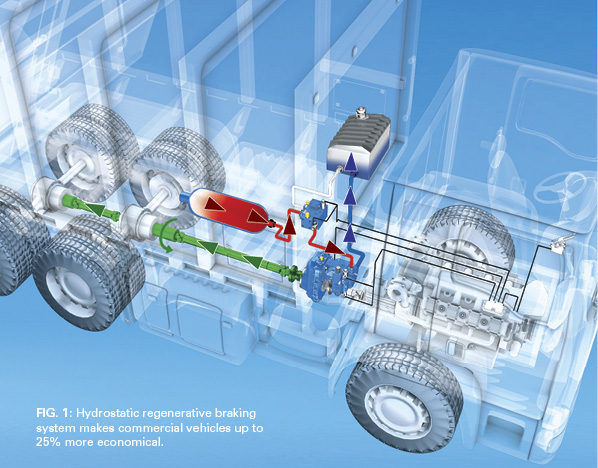
Hydraulic regenerative braking (HRB) has been a recent development to establish energy savings on refuse service trucks for New York City. The frequent stop-and-go motion of the vehicle is assisted by a hydraulic circuit, which converts kinetic energy into potential energy and allows for energy savings of up to 20%. When the truck is braking, a hydraulic motor turns backward to act as a pump that stores hydraulic fluid as potential energy in an accumulator bank. When the truck starts to accelerate, the motor operates in the forward direction and utilizes the accumulator volume for this power assistance with the engine.
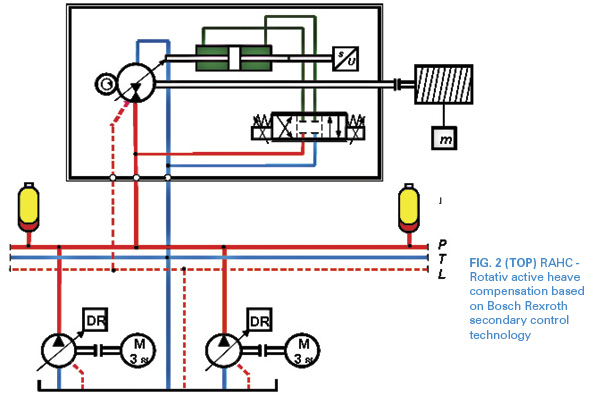
Rotary active heave system (RAHS) operates on a similar energy-recycling concept. This system is most frequently used on large winch or crane functions on heavy lift rigs for the offshore market. As applications continue to expand into deeper waters, more submersible structures are required that must be positioned on the ocean floor. This is accomplished while compensating for the wave heave motions of the craft on the water’s surface. This constant pay-in, pay-out cycle consumes a lot of energy. The winch pulls in the line on the ship’s descent from the crest of the wave to the trough to keep the load in a uniform motion. This step is followed by large energy dissipation from the subsequent braking function to govern the payout speed and acceleration when ascending to the subsequent wave crest. Without implementing a regenerative control circuit, the total energy input requirements and cooling requirements would be massive. Through Rexroth’s secondary control motor circuit and controls, we are able to reduce the input power requirements by up to 65%. Similarly, the cooling circuit is also 65% of the size that would be required on a system without secondary control.
 Variable frequency pump drive (VSP) focuses on a different concept of energy savings. Instead of recycling energy that is preserved from earlier deceleration motions, the VSP technology is centered around supplying pump flow to machine cycles on an as-needed basis. Here the electric drive speed is operated via a closed-loop PID circuit to adjust the pump speed to match the machine’s flow and pressure requirements. Rexroth refers to this class of products as its Sytronix variable-speed pump drives. Its technology incorporates several combinations of frequency converters, electric drives, and pump configurations to meet system demands without the energy wastes indicative of constant speed pump/motor drive systems.
Variable frequency pump drive (VSP) focuses on a different concept of energy savings. Instead of recycling energy that is preserved from earlier deceleration motions, the VSP technology is centered around supplying pump flow to machine cycles on an as-needed basis. Here the electric drive speed is operated via a closed-loop PID circuit to adjust the pump speed to match the machine’s flow and pressure requirements. Rexroth refers to this class of products as its Sytronix variable-speed pump drives. Its technology incorporates several combinations of frequency converters, electric drives, and pump configurations to meet system demands without the energy wastes indicative of constant speed pump/motor drive systems.
By Tom Shickel, Manager, Marine & Offshore, Bosch Rexroth Corporation
For more information on these products, please visit www.boschrexroth-us.com.
Share this information.
Related Posts





Sponsor

Sponsors