Slippery Slopes: Snow Groomers and the Curduroy hills

By Mauro Mezzina, Global Sales and Application Leader, Industrial Division, Danfoss Power Solutions
Providing optimum conditions for snow sports requires a delicate balance of art and science. Snow groomers play a key role. Known for the distinctive corduroy-style pattern they leave behind, PRINOTH snow groomers create and maintain trails with smooth, compact snow for recreational and competitive uses at ski areas and resorts all over the world.
PRINOTH, headquartered in Sterzing, Italy, is one of the leading manufacturers of snow groomers. The company also produces tracked utility vehicles and vegetation management machinery.
Snow groomers are equipped with hydraulically operated blades, powered rotary tillers, and special attachments for shaping features such as half-pipes. The front blade plows and levels the snow, while the rear tiller breaks up and mixes layers to create snow with a good grip and even consistency. Finally, a large comb, or smoother, is pulled along the surface to create the final finish.
With large steel and rubber tracks that disperse the vehicle’s weight and keep the center of gravity low, these machines traverse all kinds of terrain. However, for particularly steep slopes, specialty machines outfitted with a winch and long cable anchored to the slope are required.
The challenges
Snow grooming is not an easy task. The crews piloting the vehicles work in extreme conditions: snow, ice, steep slopes, and freezing temperatures. They often work at night after the ski area closes, racing against the clock to groom each trail before the facility opens again in the morning. Operators need efficient and technologically advanced equipment to get the job done as quickly as possible while keeping fuel costs in check.
For the operator, the “feel” of the machine is of the utmost importance. Operators need to have control in these conditions. They need the equipment to handle well and respond quickly to their inputs. Operators must constantly manage the machine speed and down-acting pressure of the implements.
PRINOTH also faced several machine-level challenges. An issue that many original equipment manufacturers face in working with electrohydraulic components is the complexity of wiring. There are limited digital electrohydraulic component options on the market today, from pumps to valves and beyond.
Another challenge resulted from the changing architecture of PRINOTH’s machines to meet Stage V emissions standards in the European Union. As smaller, lighter weight components were introduced, working pressures in some areas of the machine increased, particularly the hydrostatic transmission. PRINOTH needed hydraulic hoses for the high-pressure circuit and hydrostatic drive lines capable of operating at working pressures of 420 bar (6,092 psi).
The final challenge was a cavitation issue with the incumbent supplier’s hydraulic pump. If not corrected, cavitation can lead to premature pump failure, rendering the hydraulic work circuit inoperable.
The solutions
PRINOTH turned to Eaton Hydraulics, now part of Danfoss Power Solutions, to help solve these challenges. For a number of years, the company’s CMA advanced mobile valve has enabled several key technologies on PRINOTH’s top-of-the-line LEITWOLF machine. It has also markedly improved response time, contributing to improved operator experience and efficiency gains, while simplifying wiring through CAN communication.
The CMA advanced mobile valve is an electrohydraulic mobile valve that improves machine performance and operator productivity. Featuring onboard electronics and sophisticated software algorithms, the CMA valve provides flexible configuration, immediate communication, and precise control. CMA valve sections feature independent metering, which uses two spools to control the supply and return flow for a single bidirectional actuator. Electronic independent metering of port flow provides infinite control flexibility.
The CMA section is capable of controlling both flow and pressure simultaneously on a service. By combining operator input with sensor data and logic, the valve can shift on the fly from pressure to flow control, a function that is nearly impossible with traditional systems. This removes the burden from the operator and results in smoother, more consistent snow.
The CMA valve has delivered a remarkable improvement in response time. Where older systems had a typical response time of 1.1 seconds, systems using the CMA valve can deliver response times as low as 0.15 seconds. The valve’s flow accuracy and high dynamic control enable this quick response and precision. For the operator, this results in a near-
instantaneous response to input commands, which enables precise control on the slopes and a smooth driving experience.
Additional technologies on the LEITWOLF machine enabled by the CMA valve include parametric joystick control, blade shake and float control, and automatic pressure control.
The CMA valve communicates via CAN, which helps simplify wiring throughout the machine. CAN communication requires only four wires per valve bank, instead of four wires per valve section with analog wiring. This results in time and cost savings in development and manufacturing. It reduces components such as wire bundles and harnesses, while dramatically shortening assembly labor time. In addition, reducing hosing and harnesses gives an advantage in regards to snow and ice accumulation.
To address the pump cavitation issue, PRINOTH again turned to Eaton Hydraulics, which sent an application engineer to PRINOTH’s Sterzing facility to design the right setup. Working on an actual machine, the engineer spent time determining which pump, porting, and routing would resolve the issue. The 420 open-circuit piston pump was selected as the go-forward component for the LEITWOLF machine.
To meet the high-pressure requirements for the circuit and hydrostatic drive lines, Eaton Hydraulics proposed its EC850 spiral hose assemblies. The EC850 hose is qualified to 500 bar (7,252 psi), high enough to meet the system’s working pressure of 420 bar (6,092 psi). As was the case for the pump, an application engineer spent time working on a LEITWOLF machine at PRINOTH’s facility to define and design the best routing for the hose.
CMA valves, X20 pumps, and EC850 hose assemblies have been in use on PRINOTH’s LEITWOLF snow groomers since 2015. Particularly pleased with the CMA valve’s responsiveness and control, PRINOTH was interested in bringing the technology to its midrange BISON snow groomer. It asked Eaton Hydraulics to propose a solution that would reduce the valve’s cost while still allowing use of CMA sections on functions where it provides value.
Eaton Hydraulics’ engineering team developed several options, including a multivalve solution and a new concept for the CMA valve, which it named CMT and presented to PRINOTH. CMT would be a stackable section option for the CMA valve. Instead of independent metering, the CMT section would use the twin-spool architecture to independently control two separate machine functions; CMT would provide meter-in flow control only. Like CMA sections, CMT sections would be software configurable and feature CAN communication, onboard sensors, digital flow sharing, and electronic load sensing to provide precise flow control and high responsiveness.
By controlling two machine services from one section, instead of the one service that’s typical of sectional valves, CMT would reduce the total number of sections needed in a valve bank by as much as 50%, minimizing valve bank size, weight, and cost. The CMT section’s greatest advantage, however, would be enabling original equipment manufacturers like PRINOTH to tailor the high-tech CMA valve for all vehicle requirements. CMA sections could be used for services that demand superior precision and control, while streamlined CMT sections could be used for standard machine functions. The availability of two stackable section options would enable PRINOTH to reduce overall system cost without sacrificing performance.
CMT was not the lowest cost option, but PRINOTH engineers liked the single valve communication portal and simple wiring that comes with CMA’s digital communication. Eaton’s engineering team started designing CMT in 2016, and PRINOTH tested early prototypes on a handful of machines, operating them on ski slopes for a season.
Throughout the development process, the team iterated on several design aspects, and spool geometry was one of the biggest. The performance and behavior of the valve depends on the design of the spool and how the notches are cut and sized. Digital flow sharing at the spool level was one of the key technical innovations involved in the development of CMT. To function correctly with CMA sections, CMT sections required software-configurable flow sharing. But since CMT sections contain two spools that control separate machine functions, flow sharing was required on each individual spool rather than the section.
With a tested and proven design in hand, PRINOTH replaced the load-sensing valves it had been using on its BISON model with CMA/CMT valve banks, and production began in 2018.
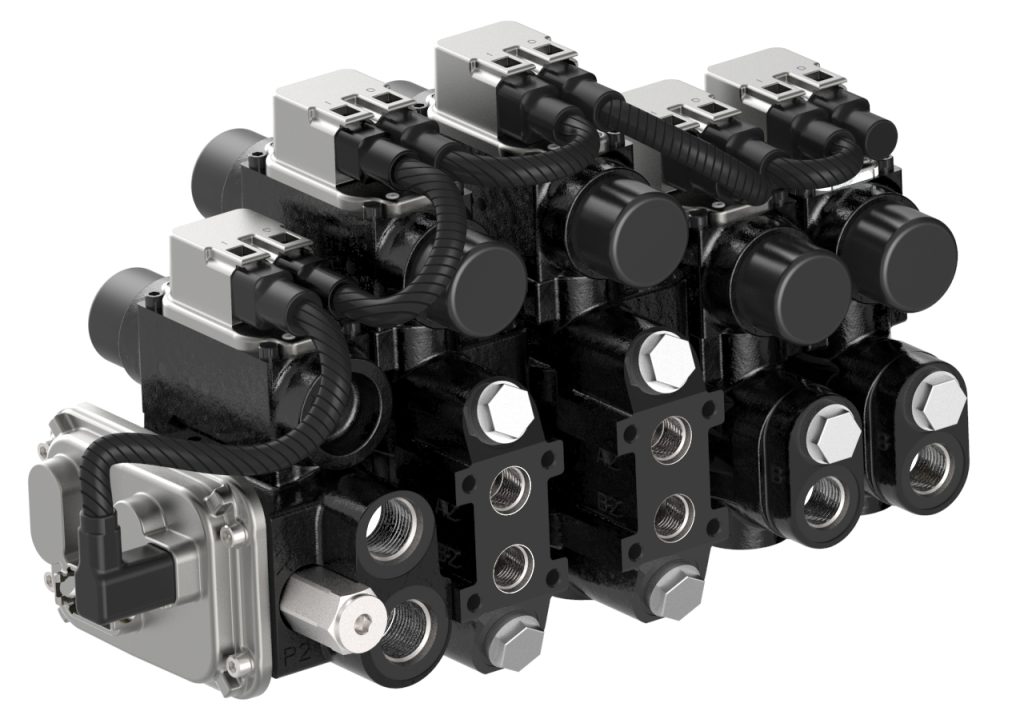
The CMA/CMT valve.
The outcome
Today, 100% of the valves used on PRINOTH’s LEITWOLF and BISON models are CMA/CMT valves, now part of the Danfoss Power Solutions product portfolio. There are three valve banks on each machine – a front bank, rear bank, and tiller bank – which are each a combination of CMA sections and CMT sections.
PRINOTH cites several advantages in using the CMA/CMT valve. The simplified wiring, with the entire machine connected with the CMA system on the CAN network, has been a considerable one. The use of CMT sections, with their ability to control two machine functions, has enabled PRINOTH to reduce the total number of valve sections on the machine by 30%, from 13 to 9. The company has also been able to remove several external manifolds because many auxiliary valve functions are integrated into the CMA valve. This has reduced the number of components on the machine and also improved accuracy.
Feel for the operator has also improved; PRINOTH has extended it as a benefit into the midrange BISON model. This is one of the greatest technical contributions of the valve, according to operator feedback.
“It feels like an extension of my hand,” one operator told an Eaton Hydraulics engineer. While not a directly quantifiable factor, feel contributes to a better driving experience. Better control and handling enable the operator to complete the job in less time, resulting in lower fuel consumption, an important measure for snow groomers.
PRINOTH is investing in zero-emissions vehicles. In 2020, the company introduced two concept vehicles, including the LEITWOLF h2Motion, the first hydrogen-operated snow groomer in the world. With a hydrogen fuel cell drive and electric motor, the machine features power output of 400 kW/544 HP and a runtime of up to four hours. Included on the machine are CMA/T valves, X20 pumps, and EC850 hoses. The other concept vehicle introduced was the electric-powered HUSKY eMotion, with motor power of 200 kW/270 HP and runtime of up to three hours.
PRINOTH is investigating additional electrification opportunities, including its other snow groomer models. With a strategic focus on electrification, Danfoss Power Solutions is well positioned to carry on the Eaton Hydraulics legacy of partnership and innovation with PRINOTH.
Share this information.
Related Posts

Breaking News: Fluid Power Giant Tom Wanke Dies

2015 Fluid Power Professionals’ Day

Festo Proximity Switch Features Auto Learn Function

Helios Sets Goal of Net Zero Emissions By 2050
Ch-ch-ch Changes: How Evolving ISO Standards Affect Hydraulic Flanges

Fuuz Software Platform Allows Manufacturers to Personalize Screens
Sponsor

Sponsors