Vacuum Lifting Fundamentals
There is often much confusion with regards to the units used to measure the vacuum level being generated in an application. This article explains which ones are the most common, their origins, where one should be used instead of another, and how to convert between them.
 The most common unit of vacuum measurement used in North America for general vacuum is inches of mercury, denoted by “Hg, where (“) refers to linear inches and (Hg) is the chemical symbol for mercury. The most important point to understand about “Hg is that it is a measurement of differential pressure. In vacuum terms, this means that “Hg is the difference between the ambient atmospheric pressure and the vacuum that is being created in an application. Fig. 1 shows this graphically. As the vacuum level increases, the level in “Hg does also.
The most common unit of vacuum measurement used in North America for general vacuum is inches of mercury, denoted by “Hg, where (“) refers to linear inches and (Hg) is the chemical symbol for mercury. The most important point to understand about “Hg is that it is a measurement of differential pressure. In vacuum terms, this means that “Hg is the difference between the ambient atmospheric pressure and the vacuum that is being created in an application. Fig. 1 shows this graphically. As the vacuum level increases, the level in “Hg does also.
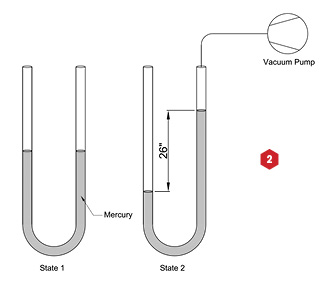
Inches of mercury refers to just that—a linear measurement of mercury. Fig. 2 illustrates a glass tube in two conditions. State 1 is without vacuum or pressure being applied to either side. Therefore, the atmospheric pressure “pushing down” on both sides is the same and the mercury level is the same. State 2 illustrates a vacuum being applied to the right-hand side. The vacuum pump creates a lower atmospheric pressure. The now higher original atmospheric pressure on the left “pushes” the mercury downwards. The distance is measured at 26 inches. Therefore, a vacuum of 26″Hg (twenty-six inches of mercury) has been created by the vacuum pump.
 30″Hg is regarded as the maximum vacuum level available at sea level, and because the oceans are the same height across the planet, this is a good datum point for reference. This number is actually rounded up from 29.92″Hg. Therefore, 29.92″Hg is the maximum difference in pressure based upon a known atmospheric pressure condition, which is agreed upon internationally as 1013 mbar or 14.7 psi at sea level. This atmospheric pressure changes continuously across the globe. In fact, the highest atmospheric condition ever recorded at sea level was 15.6 psi, and the lowest was about 12.5 psi, which was taken from within a hurricane. As the atmospheric pressure changes, the maximum differential available changes with it.
30″Hg is regarded as the maximum vacuum level available at sea level, and because the oceans are the same height across the planet, this is a good datum point for reference. This number is actually rounded up from 29.92″Hg. Therefore, 29.92″Hg is the maximum difference in pressure based upon a known atmospheric pressure condition, which is agreed upon internationally as 1013 mbar or 14.7 psi at sea level. This atmospheric pressure changes continuously across the globe. In fact, the highest atmospheric condition ever recorded at sea level was 15.6 psi, and the lowest was about 12.5 psi, which was taken from within a hurricane. As the atmospheric pressure changes, the maximum differential available changes with it.
 If, for example, the machinery was at a very high altitude, such as in Denver, Co., the atmospheric pressure is reduced and the possible differential pressure that can be created is reduced, too. The average atmospheric pressure in Denver is about 12.1 psi, and the pressure differential that can be created is only 24.63″Hg. Vacuum-lifting apparatus would be less effective by this lower pressure differential or vacuum level.
If, for example, the machinery was at a very high altitude, such as in Denver, Co., the atmospheric pressure is reduced and the possible differential pressure that can be created is reduced, too. The average atmospheric pressure in Denver is about 12.1 psi, and the pressure differential that can be created is only 24.63″Hg. Vacuum-lifting apparatus would be less effective by this lower pressure differential or vacuum level.
Because of this forever-changing atmospheric condition, “Hg should only be used as a guide and in applications where accurate vacuum levels are not required, such as process-type applications. Inches of mercury is ideal for vacuum lifting with vacuum cups, as the amount of vacuum required is rarely high. Typical vacuum handling utilizes anything between 15 and 25″Hg. Therefore, “Hg is suitable as a measurement of system performance in this type of operation.
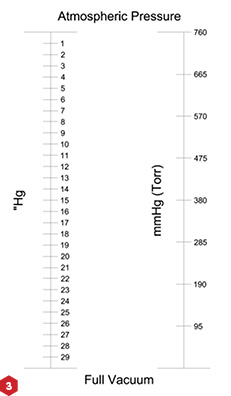
For more accurate vacuum applications where the user must have a known vacuum level, an absolute vacuum unit should be used. Absolute pressure is the relevant factor here, and an absolute measurement takes its reading based on a datum point of zero. Zero is always zero and never changes. In North America, Torr is very popular. This was a unit of measurement devised by Evangelista Torricelli (b. 1608), an Italian scientist. Torricelli simply measured linear mercury movement using millimeters and based zero on a zero atmospheric condition. Therefore, 29.92 inches converted to millimeters is 760 (759.97). A system running at 50% vacuum is either 380 Torr or 15″Hg. However, the Torr measurement scale is more accurate, as it has a datum point of zero atmospheric pressure. 15″Hg is a guide, as it’s taken from a varying atmospheric pressure. This conversion is simple using 50%, but if the Torr reading were 200, then the equivalent in “Hg would be 21.75. (Refer to Fig. 3 for this comparative scale.)
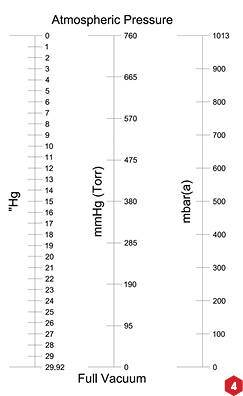 Outside of North America, the mbar(a) unit of vacuum measurement is used. Like Torr, this is an absolute pressure scale where 0 is zero atmospheric pressure and 1013 mbar(a) is the standard for atmospheric pressure. This unit is easily converted to Torr simply by multiplying by 0.760. Therefore, 500 mbar(a) equates to 380 Torr. (Refer to Fig. 4 for the comparative scale.) The mbar scale uses (a) such as 500 mbar(a). This is indicating that this is an absolute scale where 0 mbar(a) is ZERO atmospheric pressure or absolute zero.
Outside of North America, the mbar(a) unit of vacuum measurement is used. Like Torr, this is an absolute pressure scale where 0 is zero atmospheric pressure and 1013 mbar(a) is the standard for atmospheric pressure. This unit is easily converted to Torr simply by multiplying by 0.760. Therefore, 500 mbar(a) equates to 380 Torr. (Refer to Fig. 4 for the comparative scale.) The mbar scale uses (a) such as 500 mbar(a). This is indicating that this is an absolute scale where 0 mbar(a) is ZERO atmospheric pressure or absolute zero.
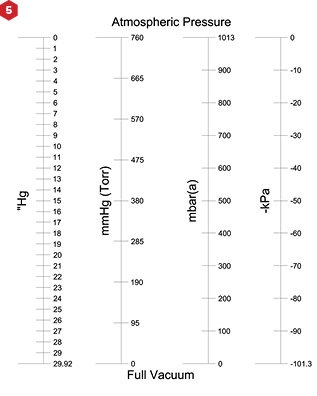
Often used on a vacuum gauge is –kPa. This is a useful unit of measurement, as it represents the percentage of vacuum and is used widely when discussing a general vacuum system. The user could, for example, explain to an engineer that they require “about 80% vacuum,” which is -80kPa from atmospheric pressure. Regardless of the location of these two people and what unit of measurement they are more familiar with, percentage vacuum is easy to understand and verbally communicate. Fig. 5 compares all these measurement scales for easy reference.
Vacuum is the removal or reduction of atmospheric pressure. Depending on the application, the vacuum level may require high accuracy, which means an absolute measurement unit such as Torr or mbar(a) should be used, but in general vacuum applications, “Hg offers an easy guide to achieving a basic vacuum condition.
The most common vacuum application encountered by the industrial engineer is vacuum cups lifting. Using the aforementioned explanation of vacuum level measurement, we shall now apply this to sizing a vacuum cup.
 There are many types of vacuum cups available from a large range of manufacturers. The primary use of vacuum cups is in automated machinery, such as packaging lines, robotic palletizing, automotive steel stamping, and so on. Selecting the correct vacuum cup for each application is key in enabling the machinery to operate in an efficient, safe, and reliable fashion.
There are many types of vacuum cups available from a large range of manufacturers. The primary use of vacuum cups is in automated machinery, such as packaging lines, robotic palletizing, automotive steel stamping, and so on. Selecting the correct vacuum cup for each application is key in enabling the machinery to operate in an efficient, safe, and reliable fashion.
The most common selection process is vacuum cup size because the larger the cup, the higher the holding capacity. However, choosing the cup based on the size is not the first selection criteria that should be considered. Because this is the most common first selection made by the user, however, let’s begin by explaining how a vacuum cup’s size determines its holding force.
The shape and height of a vacuum cup is completely irrelevant as to how much holding force it will produce. It’s all about the surface area. That is, how large the surface area is at the point where the cup meets the load to be handled. Fig. 6 shows two vacuum cups: a “bellows” design on the left and a “flat” design on the right. Both cups measure 75 mm or 2.95″ diameter at the pickup face or sealing lip. Therefore, the following would apply.
 Atmospheric pressure at sea level is assumed to be 14.7 psi (pound per square inch). The action of vacuum is the removal of atmospheric pressure in a known volume-—in this case, a vacuum cup against a piece of plastic sheet, which is the object being handled. The area of the sealing lip is 6.84 in.2 using (A = πr2) 3.142 x (1.475″ x 1.475″). Consequently, if this cup is being used at sea level, let’s imagine in New York City with a vacuum pump that can generate a vacuum of 24″Hg (-80 kPa), then this cup has a theoretical holding force of 80 lbs (14.7 psi x 6.84 in.2 x 0.8). In this example, 0.8 represents -80kPa, which is 80% of a “full vacuum.” BOTH the flat cup and bellow cup have the same holding force.
Atmospheric pressure at sea level is assumed to be 14.7 psi (pound per square inch). The action of vacuum is the removal of atmospheric pressure in a known volume-—in this case, a vacuum cup against a piece of plastic sheet, which is the object being handled. The area of the sealing lip is 6.84 in.2 using (A = πr2) 3.142 x (1.475″ x 1.475″). Consequently, if this cup is being used at sea level, let’s imagine in New York City with a vacuum pump that can generate a vacuum of 24″Hg (-80 kPa), then this cup has a theoretical holding force of 80 lbs (14.7 psi x 6.84 in.2 x 0.8). In this example, 0.8 represents -80kPa, which is 80% of a “full vacuum.” BOTH the flat cup and bellow cup have the same holding force.
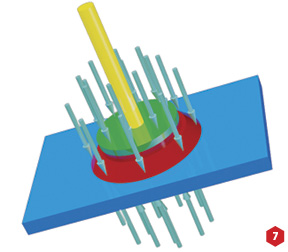
Something that is very important to note: the vacuum “inside” the cup is not gripping the load. The inside of the vacuum cup has a lower atmospheric pressure. It’s the HIGHER atmospheric pressure on the OUTSIDE of the cup clamping it against the work piece as shown in Fig. 7. The differential in atmospheric pressure is pushing DOWN on the vacuum cup and pushing UP on the underside of the work piece. Remember, a vacuum cleaner doesn’t suck; the higher atmospheric pressure on the outside pushes dirt into the vacuum hose.
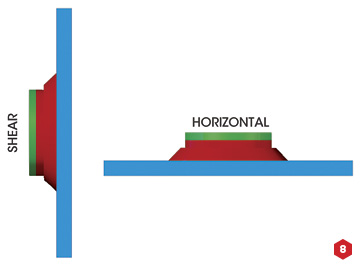
 So, as you can see, a vacuum cup of only 3″ diameter lifts 80 lbs quite comfortably, at least in a theoretical calculation, which although accurate isn’t very wise in the “real world.” Safety factors should be employed, and when I am asked what safety factor is recommended, I always state the same answer as much as possible within reason: a safety factor of THREE in a horizontal plane and SIX in a vertical plane to overcome shear force, as shown in Fig. 8. Certain manufacturers recommend TWO and FOUR respectively, but I ask you, which is safer?
So, as you can see, a vacuum cup of only 3″ diameter lifts 80 lbs quite comfortably, at least in a theoretical calculation, which although accurate isn’t very wise in the “real world.” Safety factors should be employed, and when I am asked what safety factor is recommended, I always state the same answer as much as possible within reason: a safety factor of THREE in a horizontal plane and SIX in a vertical plane to overcome shear force, as shown in Fig. 8. Certain manufacturers recommend TWO and FOUR respectively, but I ask you, which is safer?
Put simply, it’s rare that vacuum cups are not lifting because they are too small in size. It’s normally because of poor cup selection, which means they are unable to seal against the load or because during high-speed transfer, the cup seal breaks due to the acceleration inertia of the product being.
 So to summarize, at 80% vacuum, for every square inch of surface area, a vacuum cup can hold a weight of 11.76 lbs or 5.3 kg. This calculation is based on 14.7 psi of atmospheric pressure (pounds per square inch) being available at the facility where the vacuum cup is being used.
So to summarize, at 80% vacuum, for every square inch of surface area, a vacuum cup can hold a weight of 11.76 lbs or 5.3 kg. This calculation is based on 14.7 psi of atmospheric pressure (pounds per square inch) being available at the facility where the vacuum cup is being used.
This calculation is based on a vacuum level of 24″Hg, which in a vacuum-lifting application is typically more than adequate. It’s clear from the above calculation examples that a vacuum level of only 15″Hg (-50 kPa) would be sufficient in achieving a holding force of 52 lbs with a 3″ diameter vacuum cup.
A lot of money is spent by end users and machine builders trying to achieve a high vacuum level to ensure a safe grip of the product, but in the large majority of applications, a lesser vacuum degree is more than adequate to complete the task.
 Selecting a larger vacuum cup is often less expensive than buying a vacuum pump designed for a higher vacuum level. A regenerative blower, as shown in Fig. 9, offers a vacuum level of about 10″Hg or 30% vacuum, but also offers a much higher flow rate than a rotary vane pump or compressed air vacuum venturi of a comparable energy requirement. If the application involves handling large sheets of drywall or wood that weigh 40 lbs (20 kg), then 10″Hg will be more than adequate if you were using six 3″ diameter vacuum cups.
Selecting a larger vacuum cup is often less expensive than buying a vacuum pump designed for a higher vacuum level. A regenerative blower, as shown in Fig. 9, offers a vacuum level of about 10″Hg or 30% vacuum, but also offers a much higher flow rate than a rotary vane pump or compressed air vacuum venturi of a comparable energy requirement. If the application involves handling large sheets of drywall or wood that weigh 40 lbs (20 kg), then 10″Hg will be more than adequate if you were using six 3″ diameter vacuum cups.
Always consider the vacuum cup size and its lifting capacity at a modest vacuum level. Your options of vacuum pump choice once the cup holding force is understood is much greater and offers potentially considerable savings on equipment cost.
This article is intended as a general guide and as with any industrial application involving machinery choice, independent professional advice should be sought to ensure correct selection and installation.
By Daniel Pascoe, Davasol Inc. Vacuforce LLC is a manufacturer and distributor of vacuum components and systems for industry in North America. Vacuforce can be reached via its website (www.vacuforce.com) or directly at sales@vacuforce.com. Illustrations and 3D models supplied by Daniel Pascoe at Davasol Inc., an industrial distribution branding company. Daniel can be reached at dpascoe@davasol.com.
Share this information.
Related Posts

Signs of the Times: Expanding Hydraulic Hose Performance Metrics
Energy Savings Through Proper Use of Pneumatics

Gestamp North America: Learning, Development, and Certification for a Global Industry

2015 Manufacturers Directory
Pressure Effects on Seal Performance
Hydraulic Solution Boosts Cost Efficiency and Extends Life Span of Wind Power Plants
21 thoughts on “Vacuum Lifting Fundamentals”
Leave a Reply
Sponsor

Sponsors
Will 24″ of Hg does not mean 0.8 bar which is 20% vacuum rather than 80%??