Shaft Seal Failed on New Pump
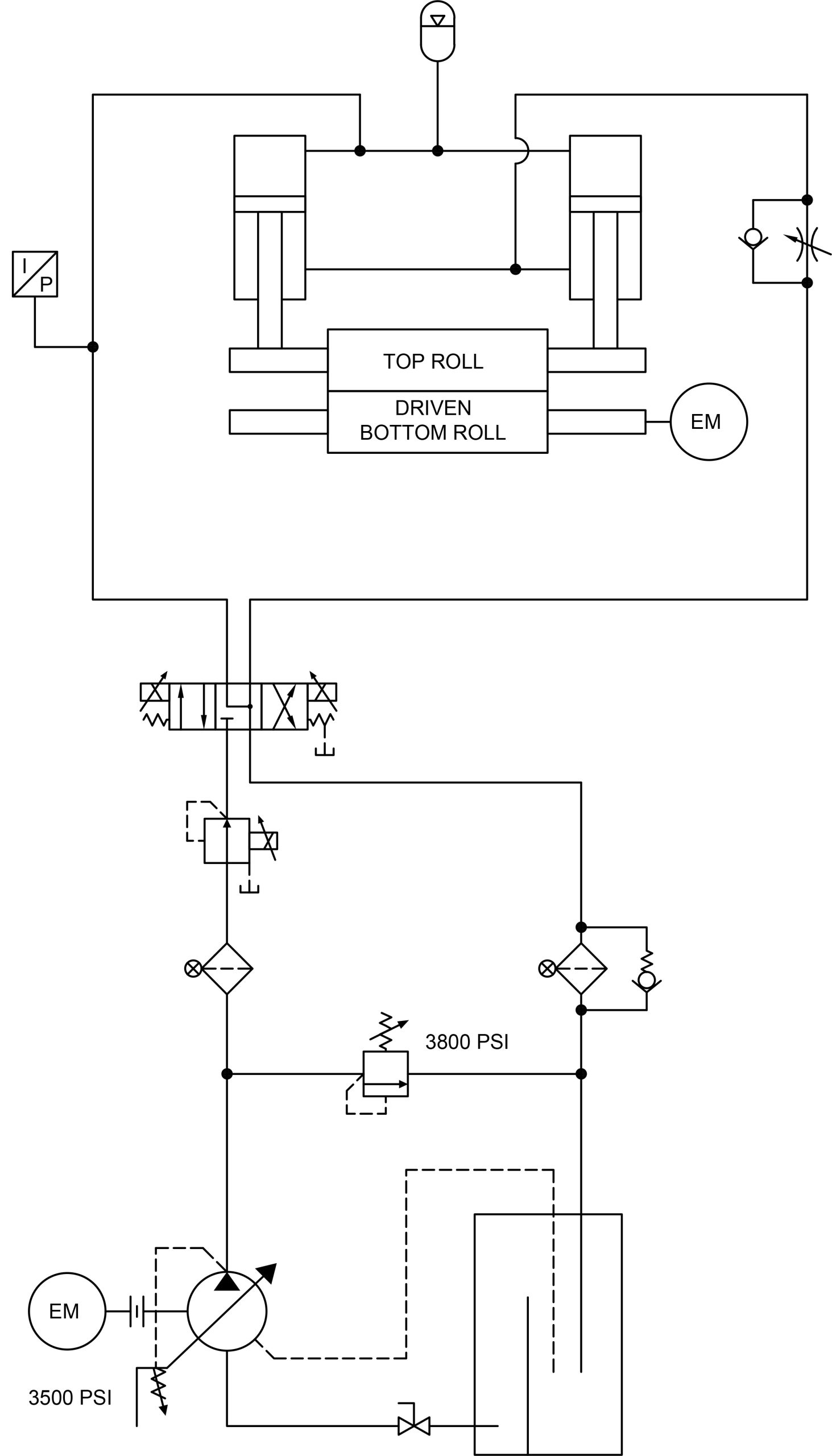 In the basement of a paper mill, a hydraulic power unit supplies all the flow and pressure needed to run one section of the mill. This section applies pressure to one rotating roll that presses down on a rotating bottom roll. At each end, hydraulic pressure applied to the top roll presses it against the bottom roll. They refer to this pressure as the NIP pressure. This section squeezes the paper to a required thickness and finish.
In the basement of a paper mill, a hydraulic power unit supplies all the flow and pressure needed to run one section of the mill. This section applies pressure to one rotating roll that presses down on a rotating bottom roll. At each end, hydraulic pressure applied to the top roll presses it against the bottom roll. They refer to this pressure as the NIP pressure. This section squeezes the paper to a required thickness and finish.
The mill had a problem with their main pump “grenading.” The internals were broken into multiple small pieces. They determined the problem was caused by a rag that plugged the pump inlet line. Apparantly, several rags were left behind the baffle when the tank was drained and cleaned after they mistakenly added a water-based fluid instead of the mineral-based fluid for which the system was designed.
They replaced the pump and changed the pressure and return-line filter elements. They also drained the oil, cleaned the tank, and installed new filtered oil. The pump had a flooded intake line with a ball valve shut off, safety relief, and filters. It was a simple design that worked well. They filled the pump case with new oil and started up the system.
After the pump noise settled down and compensated at 500 psi (34 bar), they increased the compensator setting on the piston pump to 3,400 psi (234 bar) and the shaft seal blew out. Since the new pump looked great internally, they installed a new shaft seal, and the same problem happened again.
What caused the problem?
See the Solution
The paper mill that blew the shaft seal on the new pumps after setting the pressure to 3,400 psi (234 bar) found several small pieces of the original damaged pump lodged inside a 90° fitting on the case drain hose where it entered the reservoir top. This allowed high pressure to build in the case, and something had to give. They were lucky the pump housing did not fail. Always check the case drain line for debris if a pump fails.
CFPMIH, CFPMM, CFC Industrial Training
Robert Sheaf has more than 45 years troubleshooting, training, and consulting in the fluid power field. Email rjsheaf@cfc-solar.com or visit his website at www.cfcindustrialtraining.com.
Share this information.
Related Posts
Sponsor

Sponsors